Große Kunststoffgehäuse und -abdeckungen für medizinische Geräte beziehen sich in der Regel auf Gehäuseteile mit Abmessungen über 300 mm und typischen Wandstärken von mindestens 3 mm. Der Designschwerpunkt liegt hier vor allem auf der Kontrolle von Verformungen und der Positionierung der einzelnen Bauteile, um die Spaltmaße und Stufenversätze beim Fügen zu beherrschen. Beispielsweise kann eine Doppelfalz- bzw. (Doppelstufen-)Struktur eingesetzt werden, um eine präzise Positionierung zu erreichen und Stufenunterschiede zu reduzieren.
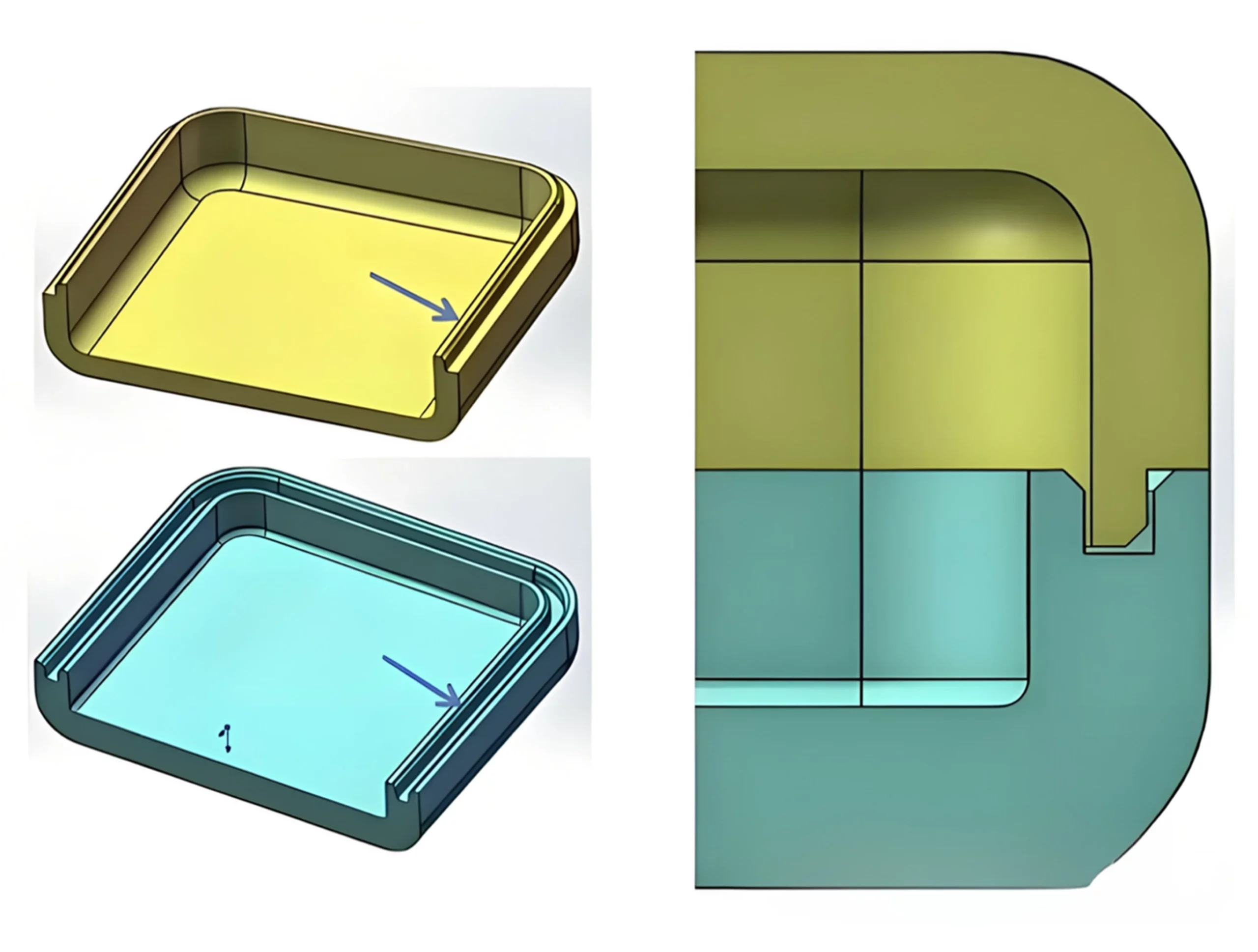
Je größer die Gesamtabmessungen eines Produkts sind, desto größer fallen in der Regel die Fertigungstoleranzen und Verformungen aus. Daher werden bei der optischen und strukturellen Gestaltung bewusst etwas größere Spalte zwischen Gehäusen und Abdeckungen vorgesehen, um eine ansprechende und gleichmäßige Anmutung sicherzustellen. So fallen Montagefugen auch dann weniger auf, wenn die Abmessungen geringfügig außerhalb der Toleranzen liegen, und das Gesamtbild ist harmonisch und einheitlich.
Große Gehäuse und Abdeckungen für medizinische Geräte sind meist weiß. Entgegen der landläufigen Meinung ist Weiß weniger anfällig für Verschmutzungen als Schwarz, und auch Oberflächenfehler fallen weniger stark auf. Daher können die Verkleidungen oft in ihrer natürlichen Hochglanzoberfläche belassen oder – wenn das Material von Natur aus weiß ist – einfach mit einem Klarlack überzogen werden. Aus hygienischen Gründen müssen die Oberflächen im medizinischen Bereich jedoch eine Reinigung mit Alkohol ermöglichen. Daher ist hierfür eine spezielle Oberflächenbehandlung erforderlich.
Technologien für große medizinische Gehäuse und Abdeckungen
1. 3D-Druck
3D-Druck wird in der Regel zur Validierung des Erscheinungsbildes sowie der Bauteiletrennlinie und -montage eingesetzt, nicht jedoch für Endprodukte.
2. CNC-Bearbeitung
Diese Technologie bietet eine hohe Fertigungsgenauigkeit und wird gerne für die Herstellung erster Prototypenmuster eingesetzt. Sie erfüllt sowohl hohe optische als auch montagebezogene Anforderungen und ist besonders kosteneffizient bei Stückzahlen von etwa fünf bis zehn Einheiten.


In Fällen, in denen bestimmte Halterungen oder Hinterschnitte schwer zu bearbeiten sind, können zusätzliche kleine Bauteile verklebt werden, um als Clip-Elemente zu dienen.
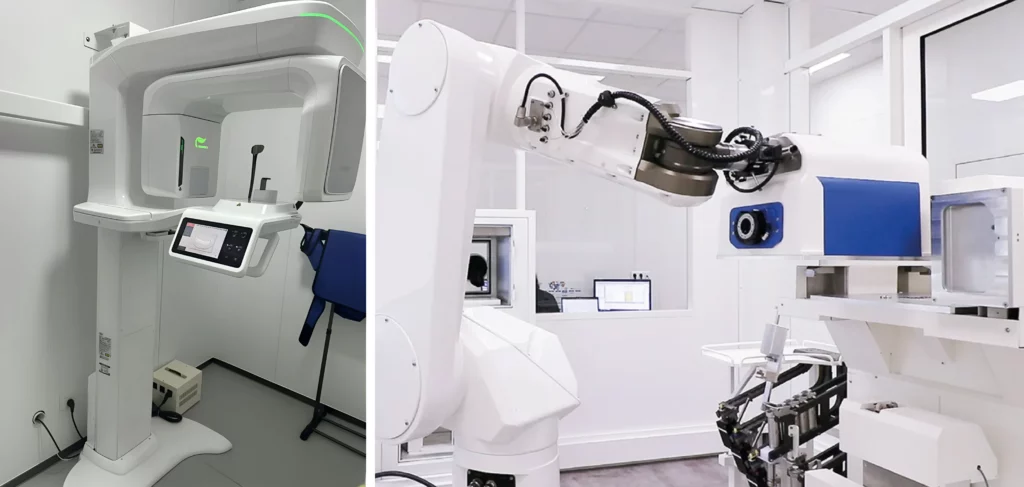
Protolis unterstützte einen führenden Anbieter im Bereich mikrobiologischer Tests mit maßgeschneiderten Gehäusen, die auf Langlebigkeit, Hygiene und Präzision ausgelegt sind. Durch den Einsatz von CNC-Bearbeitung und hochwertigen Oberflächenveredelungen konnten hochgradige Anforderungen wie komplexe Geometrien oder exakte Farbabstimmung erfolgreich umgesetzt werden. Für weitere Details der Fallstudie klicken Sie hier.

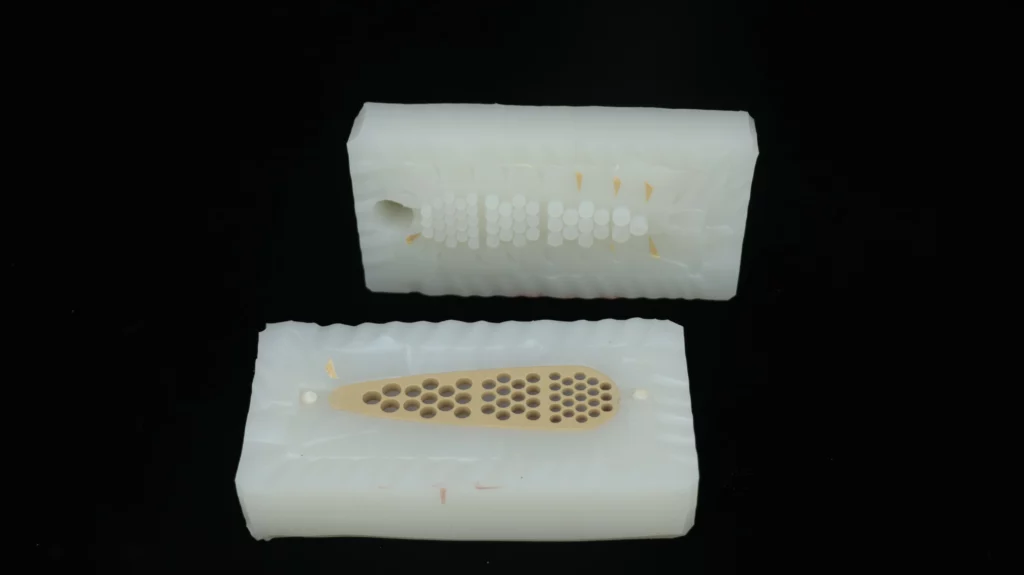
3. Vakuumguss (Silikonform)
Diese Technologie eignet sich in der Regel für Kleinserienfertigungen von etwa 10 bis 100 Stück. Die gefertigten Teile kommen in Bezug auf Maßhaltigkeit und Eigenschaften Spritzgussteilen relativ nahe. Typischerweise können mit einer einzelnen Silikonform bis zu etwa 20 Teile hergestellt werden. Die endgültige Teilegenauigkeit hängt von der Fertigungspräzision des ursprünglichen Prototyps ab. Diese Technologie kann außerdem für die Zwischenfertigung (Brückenproduktion) vor der eigentlichen Serienproduktion eingesetzt werden.
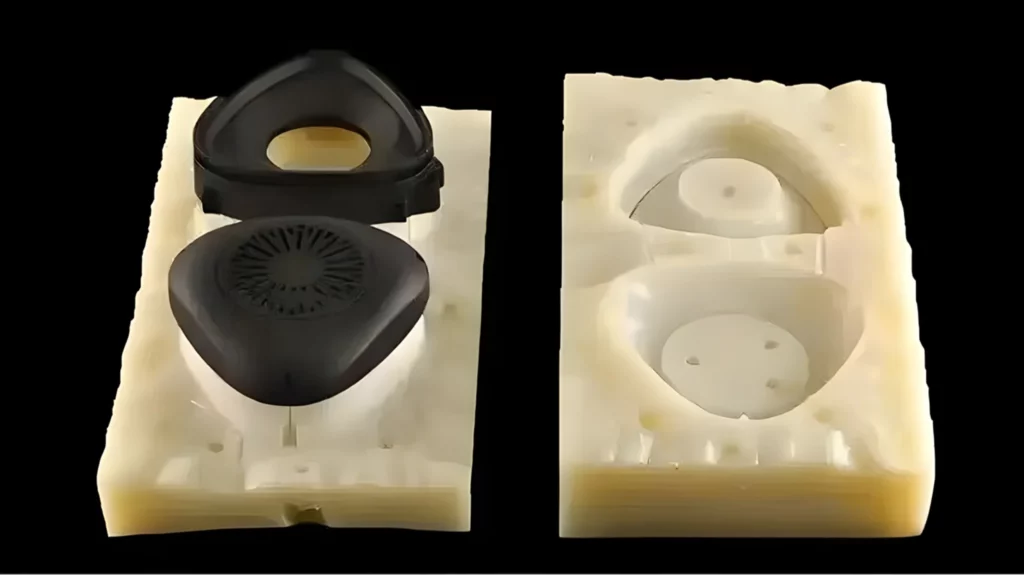
Protolis realisierte ein tragbares medizinisches Gerät aus PU-ABS und PU-PMMA im Vakuumgussverfahren. Dank perfekter Abdichtung, präzise ausgelegter Spaltmaße und einer makellosen Hochglanzoberfläche konnten wir ein hochwertiges Gehäuse liefern, das die Anforderungen und Erwartungen des Kunden übertraf.

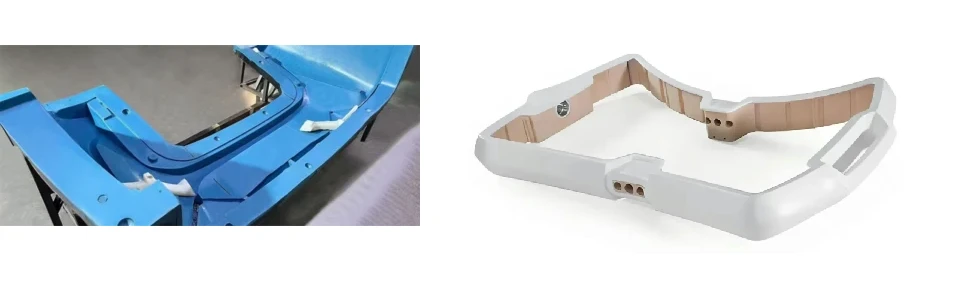
4. RIM (Reaction Injection Molding/Niederdruckguss)
Diese Technologie erfordert Werkzeuge, die aus Epoxidharz oder Verbundwerkstoffen hergestellt werden können. Im Vergleich zu Stahlformen für den Hochdruck-Spritzguss lassen sich die Werkzeugkosten so deutlich reduzieren und die Durchlaufzeiten verkürzen. Der Werkstoff härtet bei Raumtemperatur aus und wird durch eine chemische Reaktion zweier Komponenten geformt. Die Formen können mit Auswerferstiften ausgestattet werden, und Wandstärken von 5–6 mm lassen sich ohne nennenswerte Schwindung realisieren. Das Verfahren eignet sich besonders für kundenspezifische Kleinserienfertigungen von mehreren Hundert Stück, allerdings sind die Stückkosten der Teile nicht sehr niedrig.
5. Thermoformen von dicken Platten (Vakuumformen)
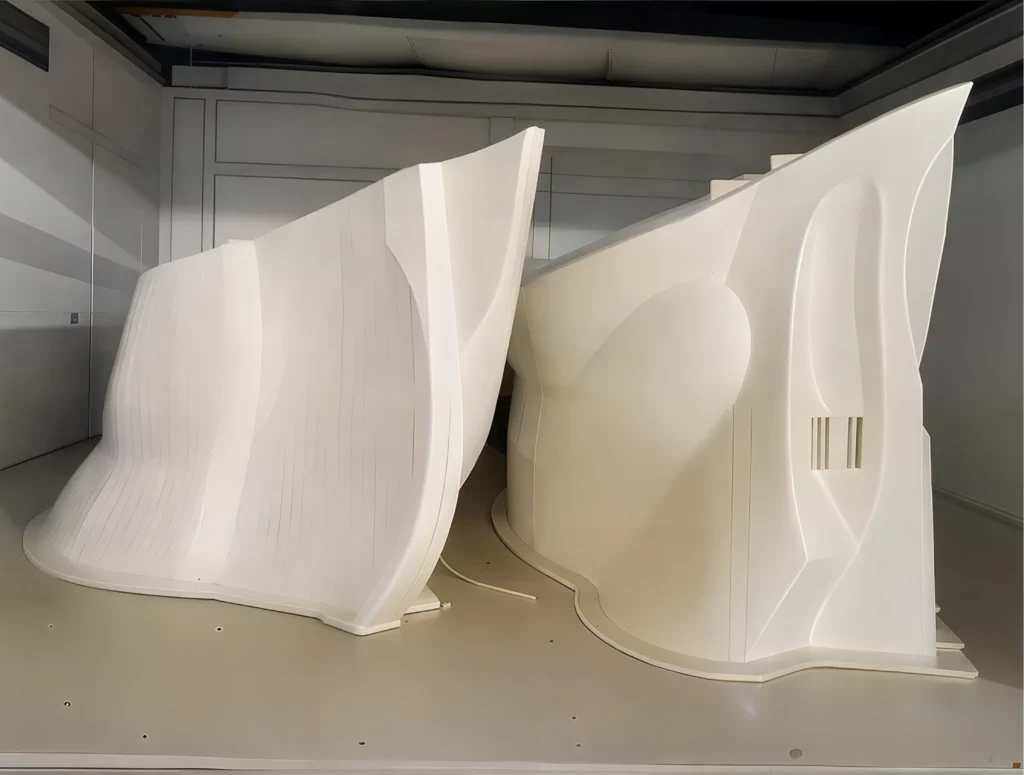
Im Wesentlichen handelt es sich bei dieser Technologie um das Warmumformen dicker Kunststoffplatten; die Werkzeuge hierfür sind relativ einfach. Thermoformen wird in Anwendungen eingesetzt, bei denen die optischen Anforderungen nicht besonders hoch sind. Zudem kann dieses Verfahren keine komplexen inneren Strukturen abbilden. Es sind große Entformungsschrägen erforderlich (typischerweise mindestens 5°), und Innenradien liegen meist bei R3 oder größer. Die innere Positionierung und Fixierung mit anderen Bauteilen erfolgt durch das Verkleben zusätzlicher Positionierblöcke. Diese Technologie liefert eher ungleichmäßige Spaltmaße, weshalb Anwender dieser Technologie ihre Anforderungen stets gegen die Kosten abwägen sollten.
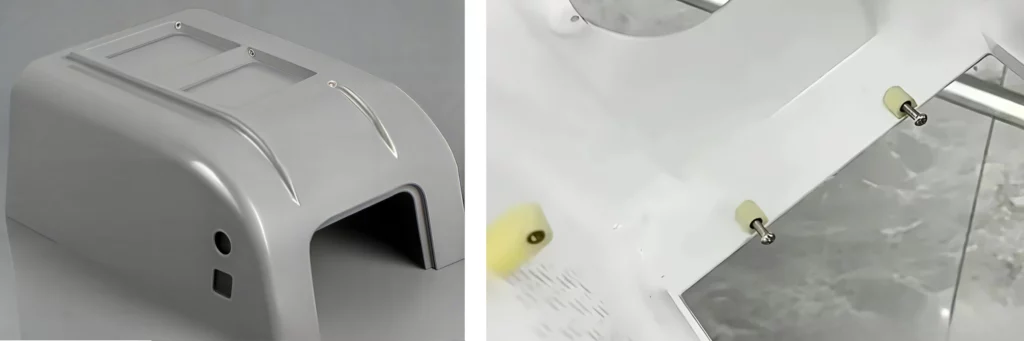
Protolis unterstützte ein Medizintechnikunternehmen bei der Entwicklung eines Gehäuses, bei dem mehrere Komponenten gefertigt und mit präzisen Spaltmaßen montiert werden mussten. Mithilfe des Vakuumgusses lieferten wir zunächst Prototypen und gingen anschließend nahtlos in eine Kleinserienfertigung mittels Vakuumformen über.

6. Spritzguss
Spritzguss ist die am häufigsten eingesetzte Fertigungstechnologie für medizinische Geräte. Aufgrund der Abmessungen von großen Gehäusen und Abdeckungen sind die Herstellungskosten dieser Spritzgusswerkzeuge jedoch extrem hoch. Bei niedrigen Produktionsmengen ist dieses Verfahren daher unwirtschaftlich und wird erst ab Stückzahlen im Tausenderbereich kosteneffizient.
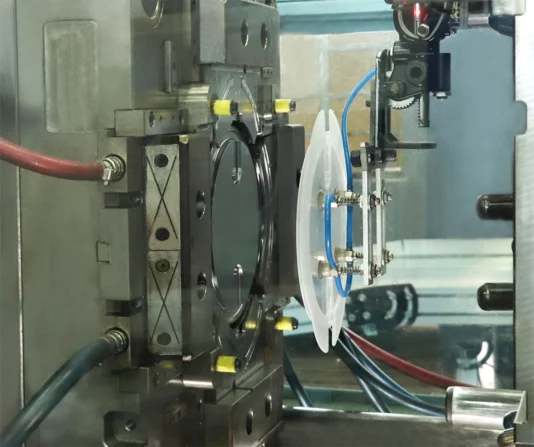

Protolis setzte sein Know-how im Bereich Spritzguss ein, um das Montagespiel des Dichtungsrings eines medizinischen Gehäuses zu optimieren und eine perfekte, transparente Oberfläche sicherzustellen.
Das Gehäuse wurde so ausgelegt, dass es Temperaturen von 135 °C über mehr als 20 Minuten standhält, ohne die Leistungsfähigkeit zu beeinträchtigen.

Zusammenfassung
Bei großen Gehäusen und Abdeckungen (>300 mm) für medizinische Geräte sollte der Designfokus auf einer präzisen Positionierung der Kontrolle von Verzug und liegen[CV1.1][CV1.2], wobei häufig Doppelfalzfugen eingesetzt werden. Für die Kleinserienfertigung werden RIM- oder Vakuumguss-Technologien (Silikonform) empfohlen, da sie kosteneffizienter sind als der Spritzguss.
Weiße Gehäuse und Abdeckungen sind weniger anfällig für Verschmutzungen, und es sollten größere Montagespalte vorgesehen werden, um ein gleichmäßiges Gesamtbild zu gewährleisten. Protolis begleitet seine Kunden über den gesamten Entwicklungsprozess hinweg und nutzt seine langjährige Erfahrung mit verschiedensten Fertigungstechnologien, um für jedes Projekt die geeignetste Lösung zu identifizieren und umzusetzen – mit einem optimalen Gleichgewicht zwischen Leistung, Kosten und Durchlaufzeit. Kontaktieren Sie uns jetzt!