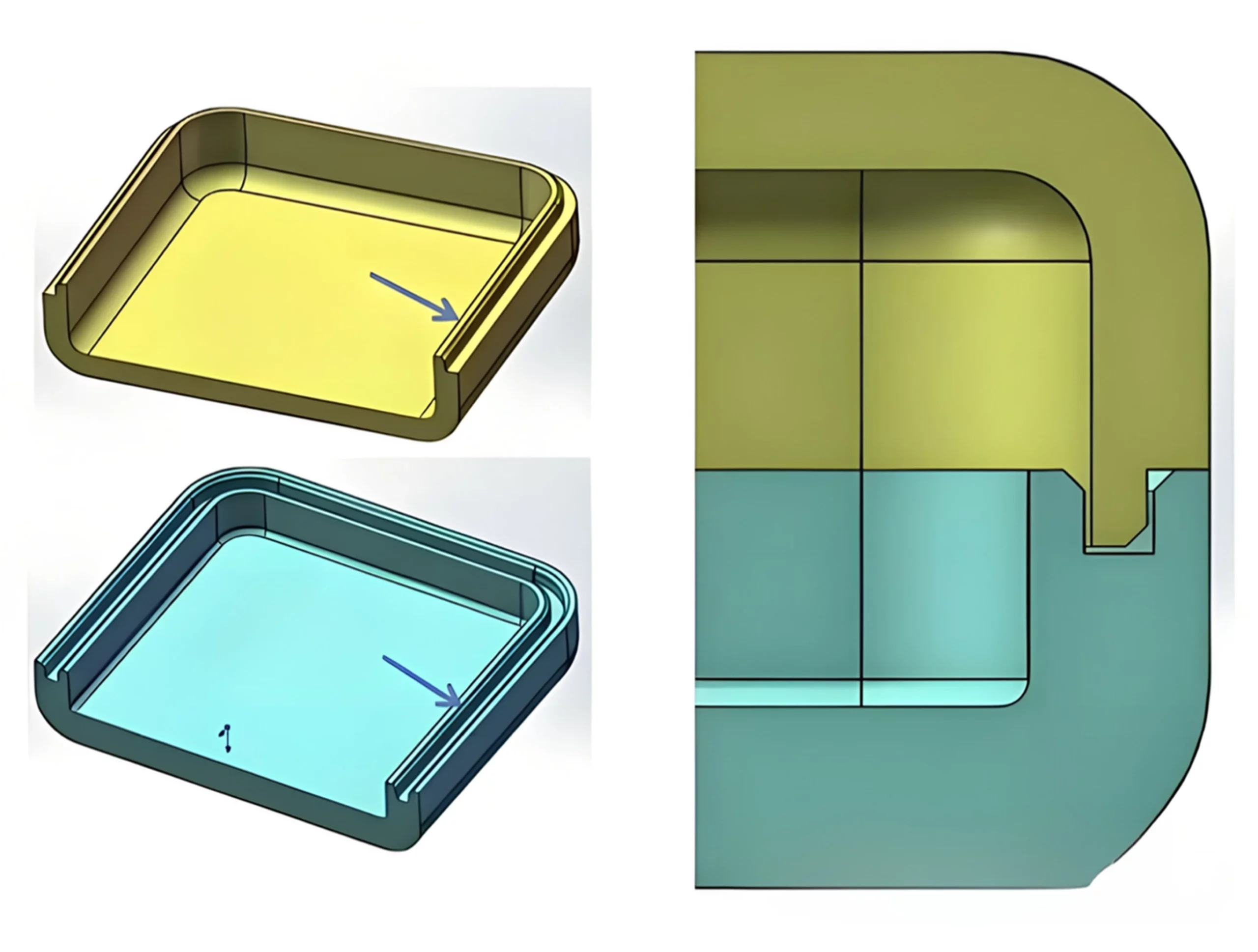
Les grands boîtiers et carters en plastique dans l’industrie médicale sont généralement des pièces dont les dimensions dépassent 300 mm et dont l’épaisseur de paroi est typiquement supérieure à 3 mm. Les enjeux de conception sont principalement le contrôle des déformations et le positionnement entre les pièces, afin de maîtriser les jeux d’assemblage finaux esthétiques. Pour répondre à cette problématique, une structure à double lèvre peut être utilisée pour obtenir un positionnement précis et réduire les différences de niveau.
Plus les dimensions globales d’un produit sont importantes, plus les tolérances de fabrication et les déformations sont importantes. Par conséquent, lors de la conception esthétique et structurelle, afin de garantir l’harmonie visuelle et l’uniformité, des jeux relativement importants sont généralement volontairement prévus entre les boîtiers et les carters. De cette manière, même si les dimensions dépassent légèrement les tolérances, les jeux après assemblage seront moins perceptibles et l’aspect global restera homogène.
Les boîtiers et capots d’équipement médical de grande taille sont généralement blancs. Contrairement à ce que l’on peut penser, le blanc est moins sensible à l’apparition de salissures que le noir, et les défauts y sont moins visibles ; par conséquent, les habillages peuvent généralement être laissés avec une finition brillante naturelle ou simplement recouverts d’un vernis transparent si la matière est naturellement blanche. Par contre, pour des raisons d’hygiène, les habillages dans le secteur médical doivent permettre un nettoyage à l’alcool, il faut donc appliquer un traitement de surface spécifique pour cela.
Les différentes technologies pour produire des habillages médicaux
1. Impression 3D
Cette technologie est généralement utilisée uniquement pour valider la conception et l’assemblage des pièces pendant la phase de prototypage, et non pour les produits finis.
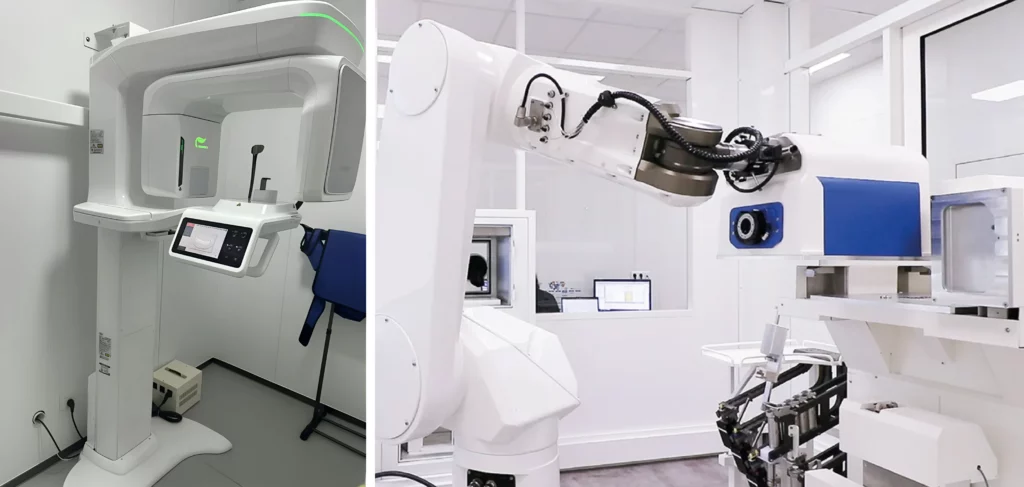
2. Usinage CNC
Cette technologie offre une grande précision de fabrication et est généralement utilisée pour la réalisation des premiers prototypes. Elle peut répondre à la fois aux exigences d’aspect et d’assemblage. Elle est la plus rentable pour des quantités allant jusqu’à une dizaine d’unités.


Dans les cas où certains clips ou contre-dépouilles sont difficiles à usiner, de petites pièces supplémentaires peuvent être rapportées afin de remplir la fonction de clipsage.
Protolis a accompagné un leader des tests microbiologiques en développant des boîtiers sur mesure conçus pour la durabilité, l’hygiène et la précision. Grâce à l’usinage CNC et à des finitions avancées, nous avons relevé des défis allant des géométries complexes à l’appariement exact des couleurs. Pour plus de détails, cliquez ici pour consulter l’étude de cas.

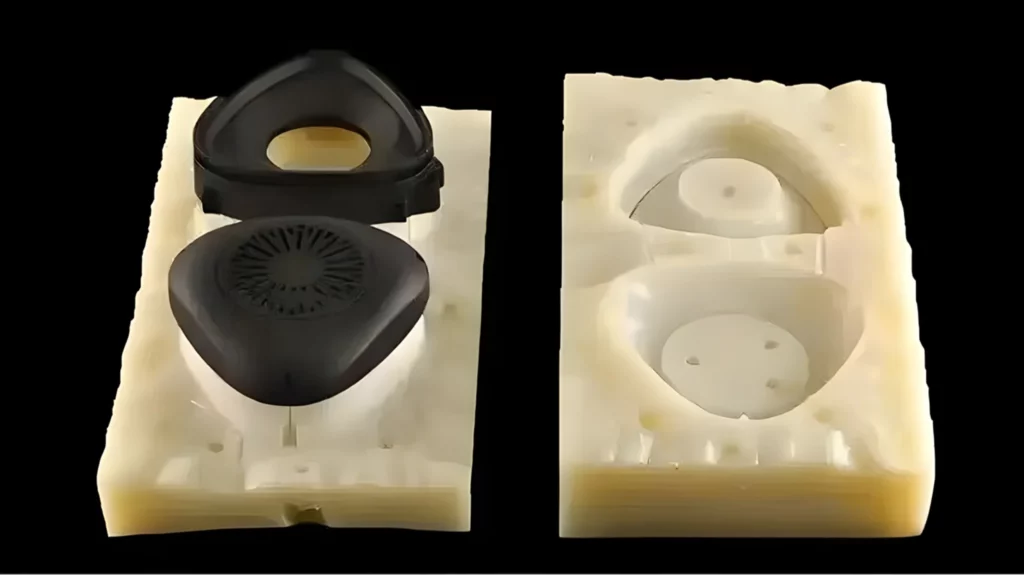
3. Duplication sous vide (Moulage silicone)
Cette technologie est généralement adaptée à des volumes de production de 10 à 100 unités et est considérée comme une fabrication en petite série. Les pièces finales sont relativement proches des pièces moulées par injection en termes de précision et de caractéristiques. En général, un seul moule en silicone peut produire jusqu’à environ 20 unités. La précision finale des pièces dépend de la précision de fabrication du modèle d’origine. Cette technologie peut être aussi utilisé comme solution pour les productions intermédiaires avant la série.
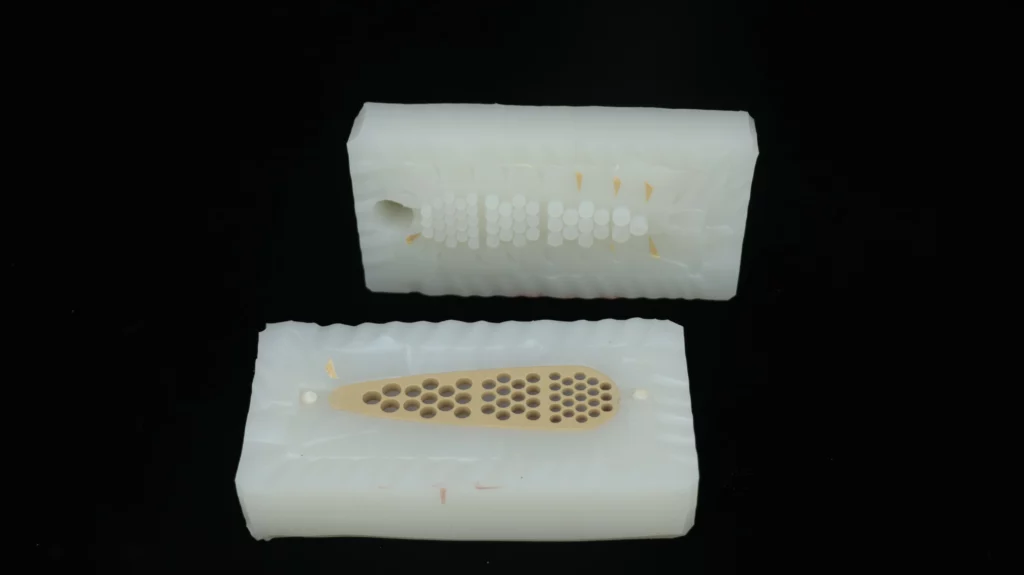
Protolis a réalisé un boîtier médical raffiné par moulage sous vide en PU ABS et PU PMMA. Grâce à une étanchéité parfaite, des jeux maîtrisés et une finition brillante irréprochable, nous avons fourni une solution de haute qualité et conforme, dépassant les attentes du client.

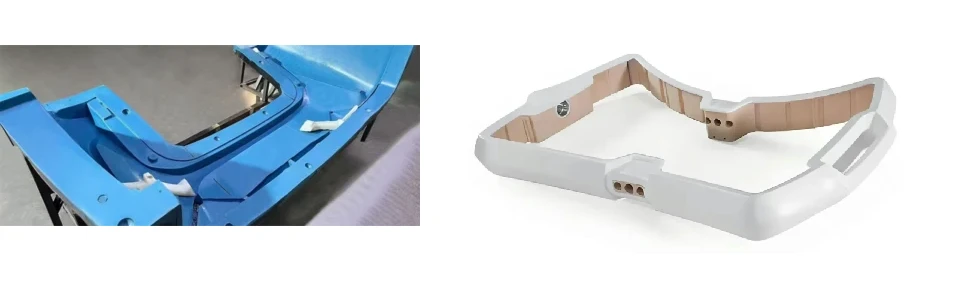
4. RIM (Reaction Injection Molding / moulage par injection réactionnelle à basse pression)
Cette technologie nécessite un outillage, mais les moules peuvent être réalisés en résine, ce qui réduit considérablement le coût d’outillage et raccourcit les délais de fabrication par rapport à des outillages d’injection haute pression en acier. Le matériau durcit à température ambiante et se forme par une réaction chimique entre deux composants. Les moules peuvent intégrer des éjecteurs et des épaisseurs de paroi de 5 à 6 mm peuvent être obtenues sans retrait. Cette technologie est particulièrement adaptée à la production personnalisée en petites séries de plusieurs centaines d’unités, mais le coût unitaire des pièces ne sera pas très faible.
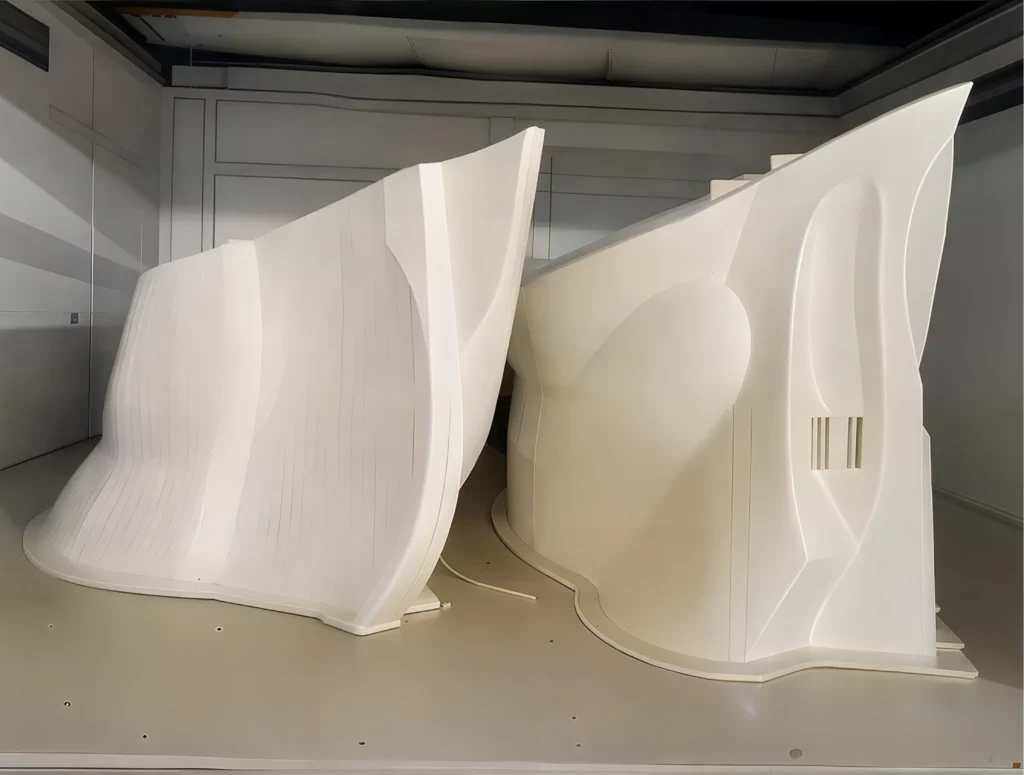
5. Thermoformage de feuilles épaisses (formage sous vide)
L’outillage requis pour cette technologie est relativement simple ; il s’agit essentiellement d’un formage à chaud de feuilles épaisses de plastique. Elle est utilisée dans des applications où les exigences esthétiques ne sont pas critiques. Ce procédé ne permet généralement pas de réaliser des caractéristiques internes complexes. De grands angles de dépouille sont nécessaires (généralement au moins 5° ou plus), et les rayons internes sont en général de R3 ou plus. Le positionnement interne et la fixation avec d’autres pièces sont réalisés par collage de blocs de positionnement supplémentaires. Avec cette technologie, les affleurements extérieurs et les jeux d’assemblage sont souvent irréguliers ; il est donc nécessaire de trouver un compromis entre les exigences et le coût.
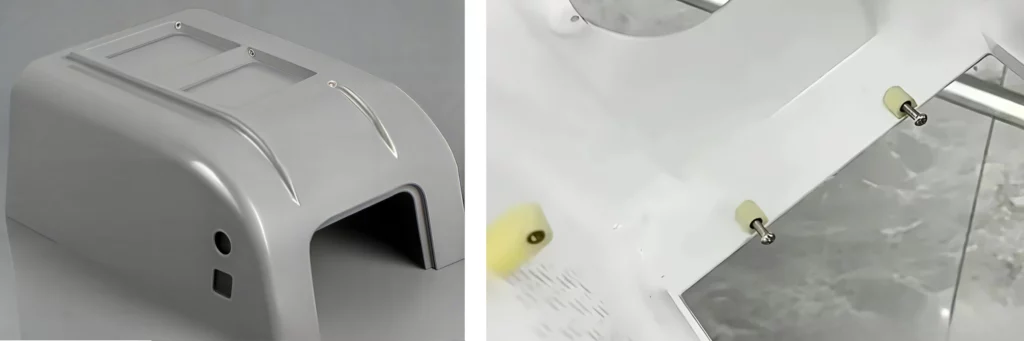
Protolis a accompagné une entreprise du secteur médical dans le développement d’un boîtier nécessitant la fabrication de plusieurs composants et leur assemblage avec des jeux précis. Grâce au moulage sous vide, nous avons d’abord livré des prototypes, puis assuré une transition fluide vers une production en petite série avec du thermoformage.

6. Moulage par injection
Il s’agit de la technologie de fabrication la plus courante dans les équipements médicaux. Toutefois, pour des grandes dimensions de boîtiers et carters, les coûts de fabrication des moules sont extrêmement élevés. Lorsque les volumes de production sont faibles, cette solution n’est pas économiquement viable ; elle ne devient généralement rentable qu’à partir de plusieurs milliers d’unités.
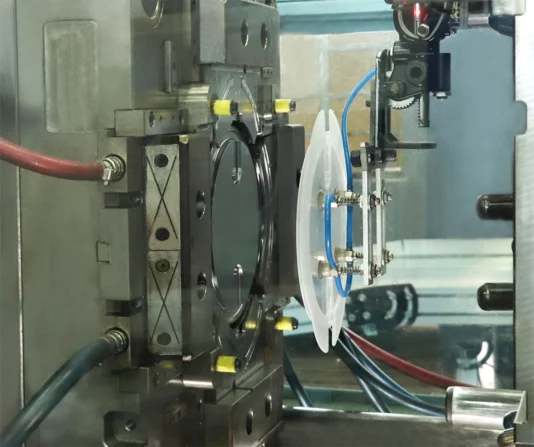

Protolis a mis à profit son expertise en moulage par injection pour optimiser le jeu d’assemblage du joint d’étanchéité et garantir une surface transparente parfaite.
Le boîtier médical a été conçu pour résister à une température de 135 °C pendant plus de 20 minutes sans compromettre ses performances.

Résumé
Pour les boîtiers et carters de grande taille (> 300 mm) des équipements médicaux, la conception doit se concentrer sur le contrôle des déformations et un positionnement précis, les structures à double lèvre étant couramment utilisées. Pour la production en petite série, les technologies RIM ou le moulage sous vide (moule en silicone) sont recommandées, car elles sont plus rentables que le moulage par injection. Les boîtiers et capots blancs sont moins sensibles à la saleté, et des jeux d’assemblage plus importants doivent être volontairement prévus afin de garantir une apparence globale uniforme.
Protolis s’engage à accompagner ses clients tout au long du processus de développement et s’appuie sur son expérience de multiples technologies de fabrication pour identifier et appliquer la solution la plus adaptée à chaque projet, en assurant le meilleur équilibre entre performances, coûts et délais. Contactez-nous dès maintenant!