Large plastic enclosures & housings for medical equipment generally refer to parts with dimensions exceeding 300 mm and wall thicknesses typically greater than 3 mm. The design focus is mainly on controlling deformation and the positioning among parts, in order to manage the final assembly gaps and step mismatches. For example, a double-lip (double-rabbet) structure can be used to achieve precise positioning and reduce step differences.
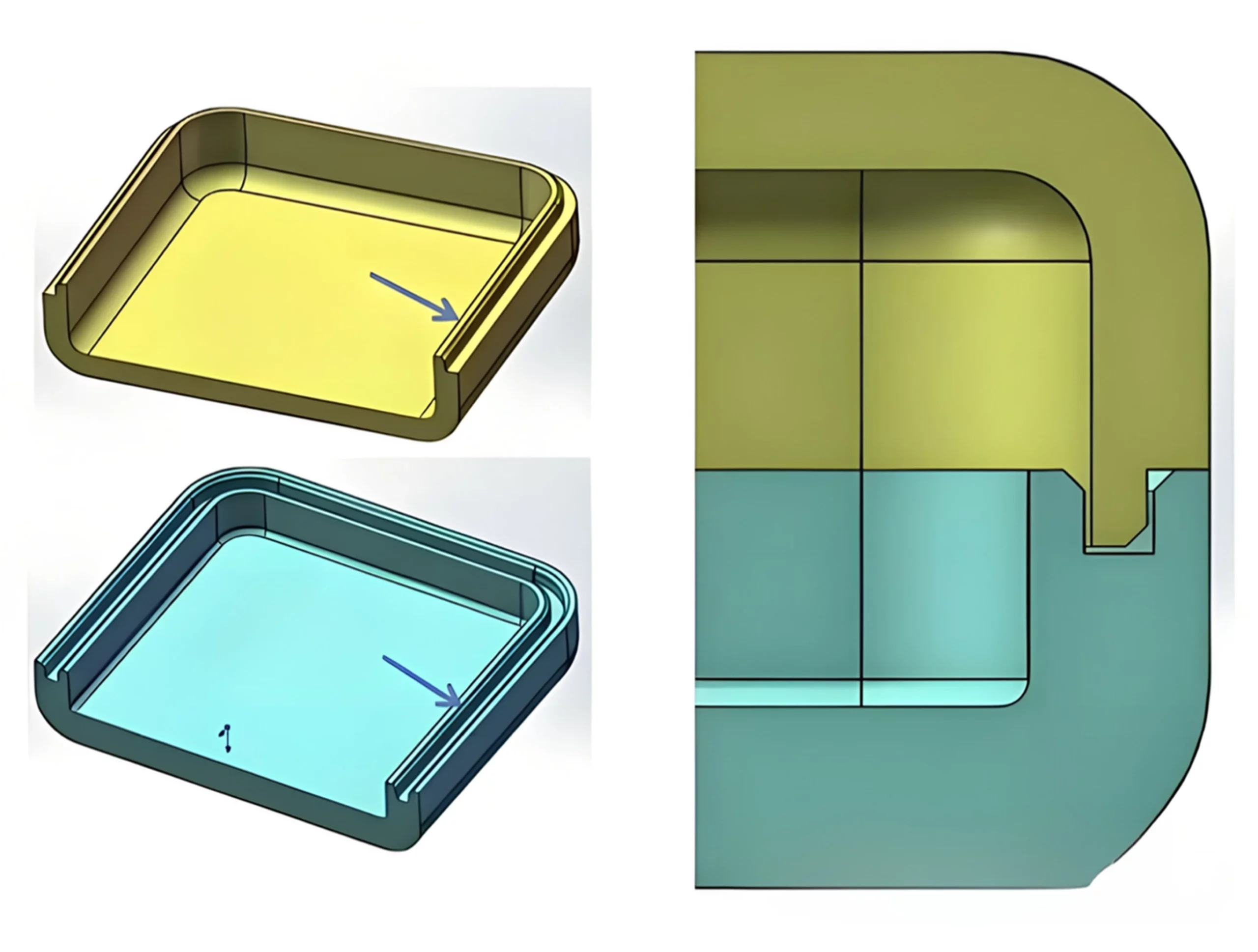
The larger the overall dimensions of a product, the greater the manufacturing tolerances and deformation. Therefore, during appearance and structural design, in order to ensure visual aesthetics and uniformity, relatively larger gaps are usually intentionally reserved between enclosures & housings. In this way, even if the dimensions slightly exceed the tolerance, the gaps after assembly will not be as noticeable, and the overall appearance will look uniform.
The enclosures & housings of large medical devices are generally white. White is actually more resistant to showing dirt than black, and defects are less noticeable, so the enclosures & housings can typically be left as a natural glossy finish or simply coated with a clear lacquer. However, for hygiene reasons, enclosures in the medical sector must be compatible with alcohol-based cleaning, which requires the application of a specific surface treatment.
Technologies for large medical enclosures & housings
1. 3D Printing
This technology is generally only used to validate appearance and part separation/assembly not for final products.
2. CNC Machining
This technology offers high manufacturing accuracy and is generally used for initial prototype fabrication. It can meet both appearance and assembly requirements. It is most cost-effective for quantities within five to 10 units.


In cases where certain clips or undercuts are difficult to machine, additional small parts can be bonded on to serve as clip features.
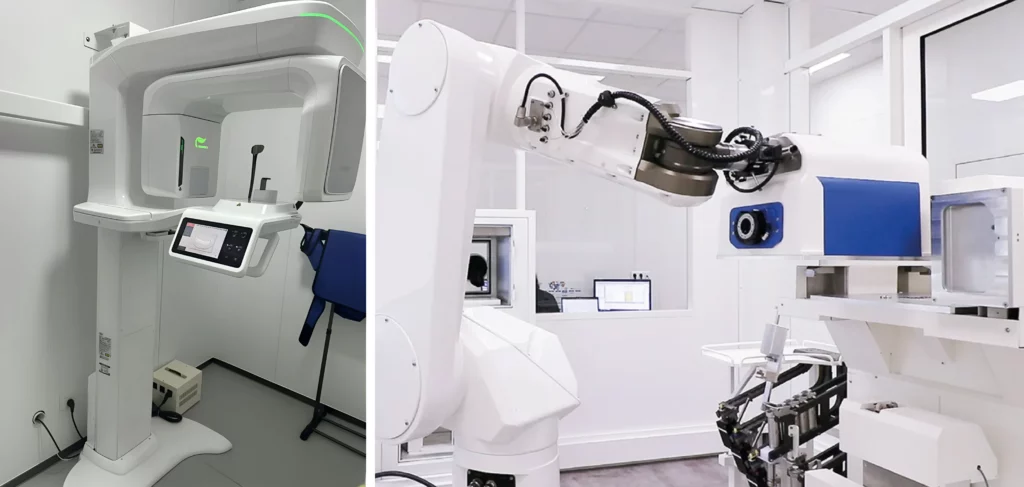
Protolis supported a microbiological testing leader with custom enclosures built for durability, hygiene, and precision. Using CNC machining and advanced finishing, we solved challenges from complex geometries to exact colour matching. For more details, click here to view the case study.

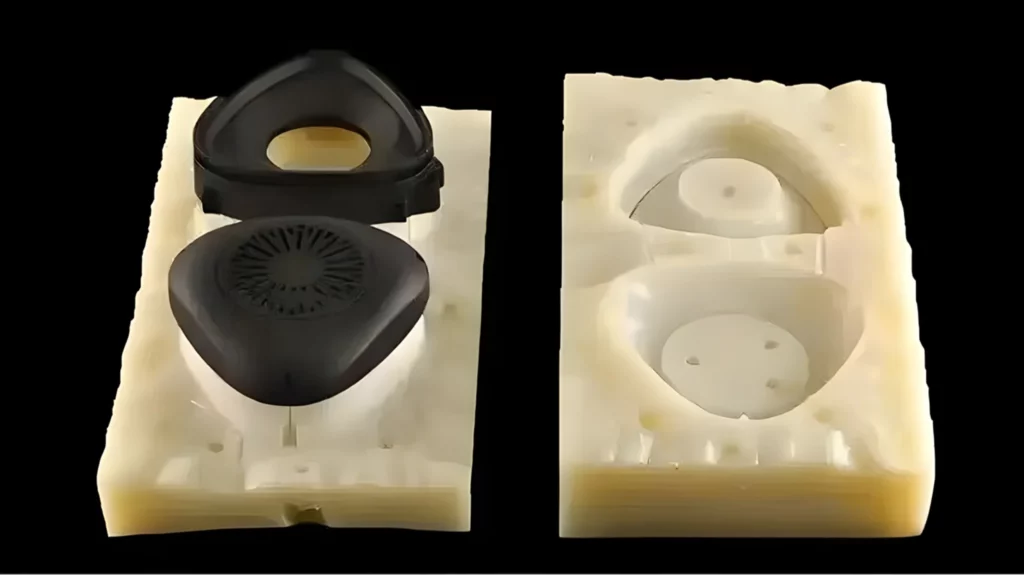
3. Vacuum casting(Silicone mould)
This technology is generally suitable for production quantities of 10 to 100 units and is considered small-batch manufacturing. The finished parts are relatively close to injection-moulded parts in terms of accuracy and features. Typically, a single silicone mould can produce up to around 20 units. The final part accuracy depends on the manufacturing precision of the original prototype. This technology can also be used as a solution for intermediate production (bridge production) runs before full-scale series production.
Protolis delivered a medical portable device in vacuum casting with PU ABS and PU PMMA. With perfect sealing, proper gaps, and a flawless glossy finish, we ensured a high-quality, compliant solution that exceeded customer expectations.

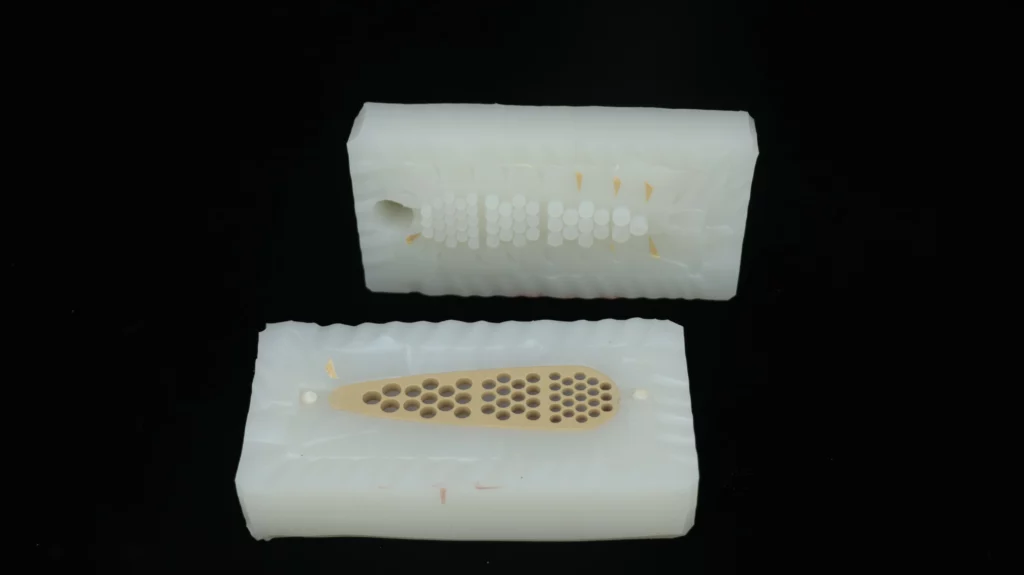
4. RIM (Reaction Injection moulding / Low-Pressure Casting)
This technology requires tooling, but the moulds can be made from epoxy or composite, which significantly reduces the tooling cost and shortens the lead time compared to steel made for high pressure injection. The material cures at room temperature and is formed through a chemical reaction between two components. The moulds can include ejector pins and wall thicknesses of 5–6 mm can be achieved without shrinkage. It is especially suitable for customized small-batch production of several hundred units but the unit cost of the parts won’t be very low.
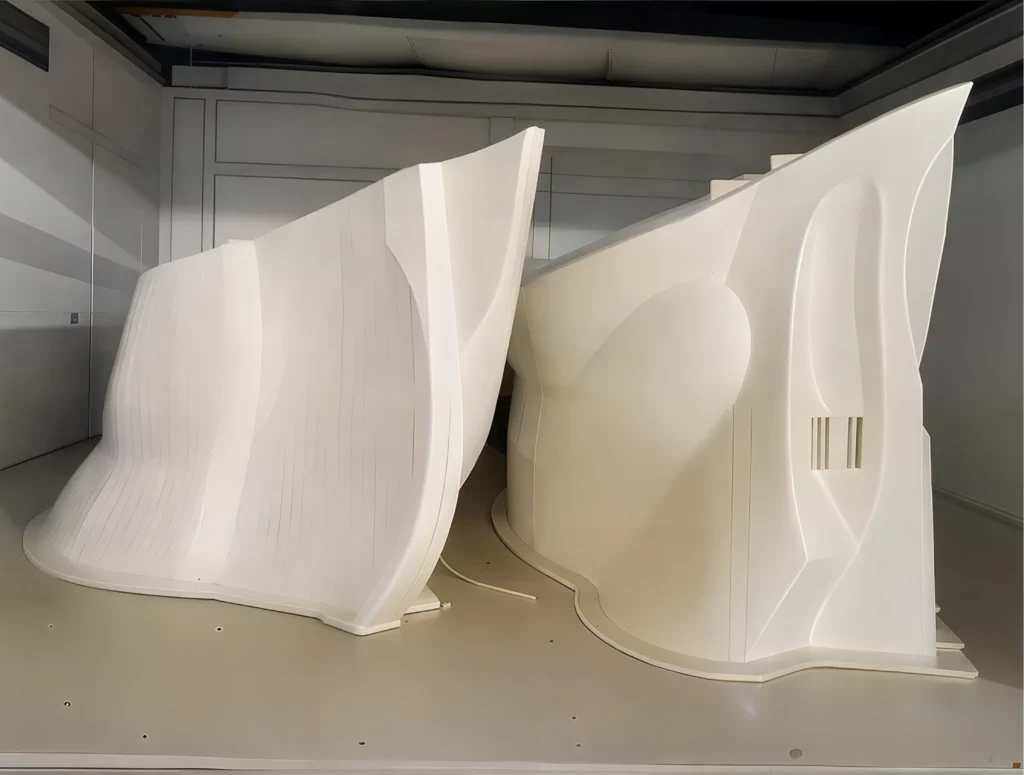
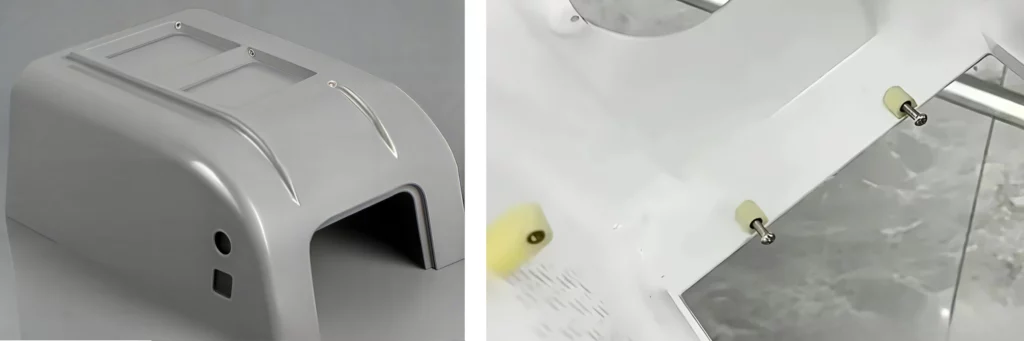
5. Thick-Sheet Thermoforming (Vacuum Forming)
The tooling for this technology is quite simple; essentially, it is plastic thick-sheet heat forming. It is used in applications where appearance requirements are not critical. This process generally cannot accommodate complex internal features. Large draft angles are required (typically at least 5° or more), and internal fillets are usually R3 or larger. Internal positioning and fixation with other parts are achieved by bonding additional locating blocks. With this technology, exterior step differences and joint gaps are often uneven, so people must balance their needs against the cost.
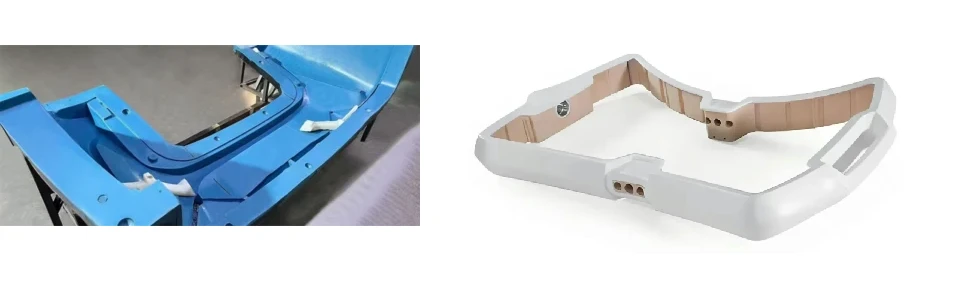
Protolis supported a medical company in developing an enclosure that required producing multiple components and assembling them with precise gaps. Using vacuum casting, we first delivered prototypes and then smoothly transitioned into low-volume production with vacuum forming.

6. Injection moulding
This is the most common manufacturing technology for medical devices. However, because large enclosures & housings are large in size, the mould manufacturing costs are extremely high. When production volumes are low, this makes it uneconomical; it generally only becomes cost-effective when quantities reach the thousands.
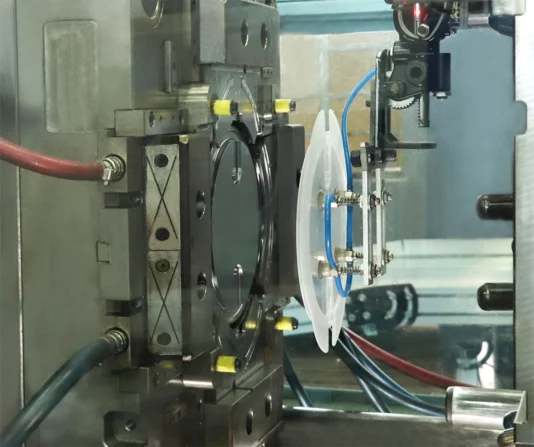

Protolis applied its injection moulding expertise to optimize the assembly gap for the sealing ring and ensured the perfect transparent surface.
The medical enclosure was designed to withstand 135 °C for over 20 minutes without compromising performance.

Summary
For large enclosures & housings (>300 mm) for medical devices, design should focus on deformation control and precise positioning, with double-lip structures commonly used. For small-batch production, RIM or vacuum casting(silicone mould) technologies are recommended, as they are more cost-effective than injection moulding. White enclosures & housings are more resistant to showing dirt, and larger assembly gaps should be intentionally reserved to ensure a uniform overall appearance.
Protolis is committed to supporting customers throughout the development process and leverages its experience across multiple manufacturing technologies to help identify and apply the most suitable solution for each project, ensuring the best balance between performance, cost, and lead time. Contact us now!