Der Protolis-Leitfaden zum Spritzgießen
In diesem Leitfaden finden Sie umfassende Anweisungen zum Kompressionsformen, einer weit verbreiteten Methode zur Herstellung präziser, hochwertiger Gummikomponenten.
Methodentyp
Jump to current chapter
Vergleich mit anderen Technologien
• Formpressen vs. Spritzgießen
Formpressen und Spritzgießen sind zwei wichtige Fertigungsverfahren zur Herstellung flexibler Teile. Hier sind fünf wesentliche Unterschiede zwischen diesen Verfahren:
- Materialeinbringung: Beim Formpressen wird das Rohmaterial direkt in den offenen Formhohlraum eingebracht und anschließend gepresst. Beim Spritzgießen hingegen wird geschmolzenes Material unter hohem Druck in eine geschlossene Form eingespritzt.
- Komplexität der Werkzeuge: Formpresswerkzeuge sind in der Regel einfacher und kostengünstiger herzustellen als Spritzgusswerkzeuge, die aufgrund der erforderlichen Einspritz- und Kühlsysteme sehr komplex konstruiert sind.
- Zykluszeit: Das Formpressen hat in der Regel längere Zykluszeiten, da jede Phase (Erhitzen, Pressen, Abkühlen) sequenziell erfolgen muss. Das Spritzgießen profitiert aufgrund seiner fortlaufend und simultan ablaufenden Prozesse von kürzeren Zykluszeiten.
- Abfallvermeidung: Beim Formpressen kommt es zu mehr Materialabfällen durch Überlaufmaterial aus der Form, das entfernt werden muss. Beim Spritzgießen fallen in der Regel weniger Abfälle an, da überschüssiges Material oft sofort wiederverwendet werden kann.
- Teilequalität und Detailgenauigkeit: Das Spritzgießen ermöglicht dank kontrollierter Einspritzparameter und kontrolliertem Materialfluss eine höhere Detailgenauigkeit und eine gleichmäßigere Teilequalität über die gesamte Produktion hinweg. Das Formpressen dagegen weist unter Umständen eine geringere Wiederholgenauigkeit in der Teilequalität und Detailtreue auf, insbesondere bei komplexeren Geometrien.
- Kosten: Das Formpressen verursacht typischerweise geringere Werkzeugkosten, was es zu einer wirtschaftlichen Wahl für die Produktion kleiner bis mittlerer Stückzahlen macht. Die Stückkosten können jedoch aufgrund längerer Zykluszeiten höher ausfallen. Im Gegensatz dazu verursacht das Spritzgießen höhere Werkzeugkosten, bietet jedoch aufgrund seiner höheren Produktionsraten und Effizienz geringere Stückkosten, was es für die Herstellung großer Stückzahlen interessant macht.
| Eigenschaft | Formpressen | Spritzgießen |
| Materialeinbringung | Das Rohmaterial wird direkt in den offenen Formhohlraum gegeben. | Geschmolzenes Material wird unter Druck in eine geschlossene Form eingespritzt. |
| Komplexität der Werkzeuge | Einfacher, kostengünstiger | Erfordert komplexe Formwerkzeuge |
| Zykluszeit | Länger aufgrund sequenzieller Prozessphasen | Kürzer aufgrund simultaner Arbeitsschritte |
| Abfallbehandlung | Mehr Abfall durch Grat, der entfernt werden muss | Weniger Abfälle, die oft wiederverwendet werden können |
| Teilkonsistenz und Detailtreue | Geringere Gleichförmigkeit und Detailtreue | Höhere Präzision und Detailtreue |
| Kosten | Im Allgemeinen sind die anfänglichen Werkzeugkosten geringer, aber die Teilekosten sind aufgrund längerer Zykluszeiten höher. | Höhere Werkzeugkosten zu Beginn, aber geringere Teilekosten aufgrund höherer Produktivität |
Die Kenntnis dieser Unterschiede hilft Produzenten, die für die spezifischen Anforderungen geeignetste Methode auszuwählen. Jede Technik bietet spezifische Vorteile, die sich für unterschiedliche Anwendungen in der Kunststoff- und Gummiindustrie eignen.
• Formpressen vs. Vakuumgießen
Methode eignet sich für Ihr Projekt?
Formpressen und Vakuumgießen sind zwei Fertigungsmethoden zur Herstellung flexibler Kunststoffteile. Die Verfahren unterscheiden sich jedoch hinsichtlich ihres Zwecks und ihrer Anwendung.
Formpressen nutzt Wärme und Druck, um aus duroplastischen Werkstoffen formstabile Teile herzustellen. Beim Vakuumguss hingegen werden flüssige Harze unter Vakuum in Silikonformen gegossen. Der folgende Vergleich hebt die wichtigsten Unterschiede zwischen diesen beiden Verfahren hinsichtlich der Materialien und Eigenschaften, der Kosten, der Qualität und der Anwendungen hervor.

Wie funktionieren Formpressen und Vakuumgießen?
Beim Vakuumgießen, manchmal auch als Urethan- oder Silikongießen bezeichnet, wird zunächst ein Urmodell (Meister) erstellt – meist mittels 3D-Druck – und um dieses herum eine Silikonform angefertigt. Anschließend wird Harz in die so entstandene Form gegossen und in einer Vakuumkammer ausgehärtet, wodurch ein festes Formteil entsteht. Diese Technik ermöglicht die Herstellung mehrerer Teile aus einer einzigen Form, was durch die Optimierung der Werkzeugkosten zu erheblichen Einsparungen führt.

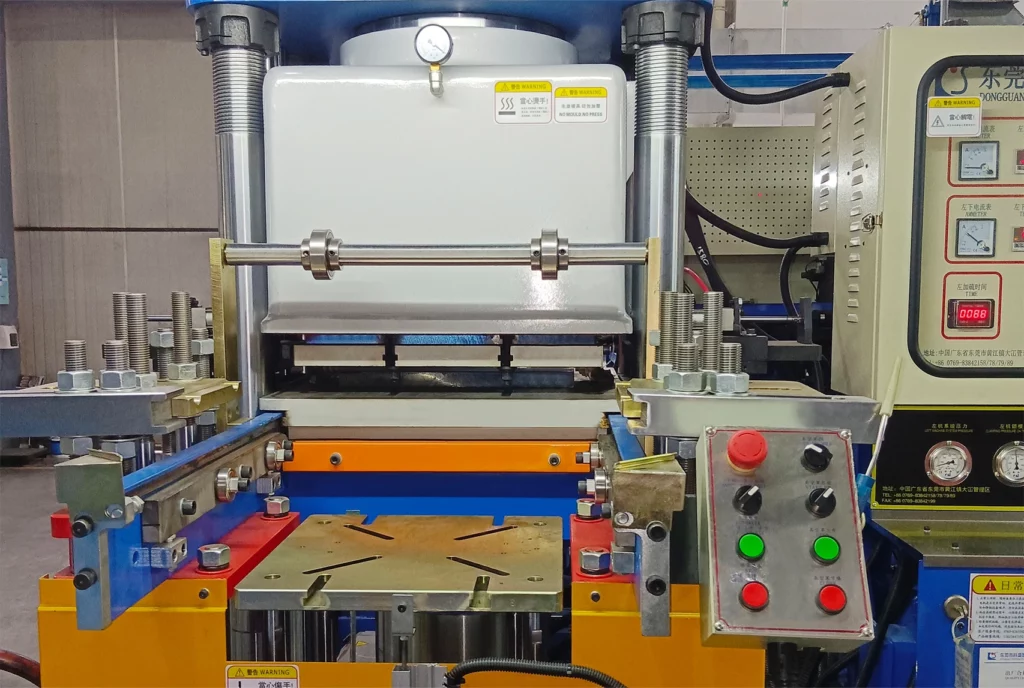
Beim Formpressen von Gummiteilen wird eine dosierte Materialmenge in eine beheizte Stahlform eingebracht, die anschließend unter Druck geschlossen wird, sodass das Material die Kontur der Form annimmt. Unter der kombinierten Einwirkung von Wärme und Druck strömt die Gummimasse in den Formhohlraum und härtet aus, wodurch ein festes, stabiles und funktionsfähiges Endprodukt entsteht.
Was sind die wichtigsten Unterschiede zwischen Formpressen und Vakuumgießen?
| Kategorie | Formpressen | Vakuumgießen |
| Materialzustand | Formmasse oder Granulat, das durch Druck und Hitze weich wird | Bei Raum- oder erhöhter Temperatur gegossenes und ausgehärtetes Flüssigharz |
| Werkzeugkosten | Hoch – präzise Metallwerkzeuge  | Niedrig – Silikonformen sind kostengünstig und schnell herstellbar |
| Durchlaufzeit | Lang – Werkzeugerstellung und Einrichtung erforderlich | Kurz – Formen können schnell anhand eines Meisters erstellt werden |
| Produktions volumen | Hoch (Hunderte bis Tausende Teile)  | Niedrig (typischerweise 10–20 Teile pro Form) |
| Maßgenaugikeit | Mittel bis hoch  | Hoch (typ. ±0,2 mm)  |
| Häufige Anwendungen | Automobilkomponenten, Luft- und Raumfahrtteile, Elektrogehäuse, Industrieanlagen | Prototypen, Designmodelle, Gehäuse, Kleinserienproduktion |
| Ideal für | Massenproduktion von langlebigen, verschleiß- und hitzebeständigen Teilen | Prototypen oder Vorserienbauteile in kleinen Stückzahlen mit hoher Detailgenauigkeit |
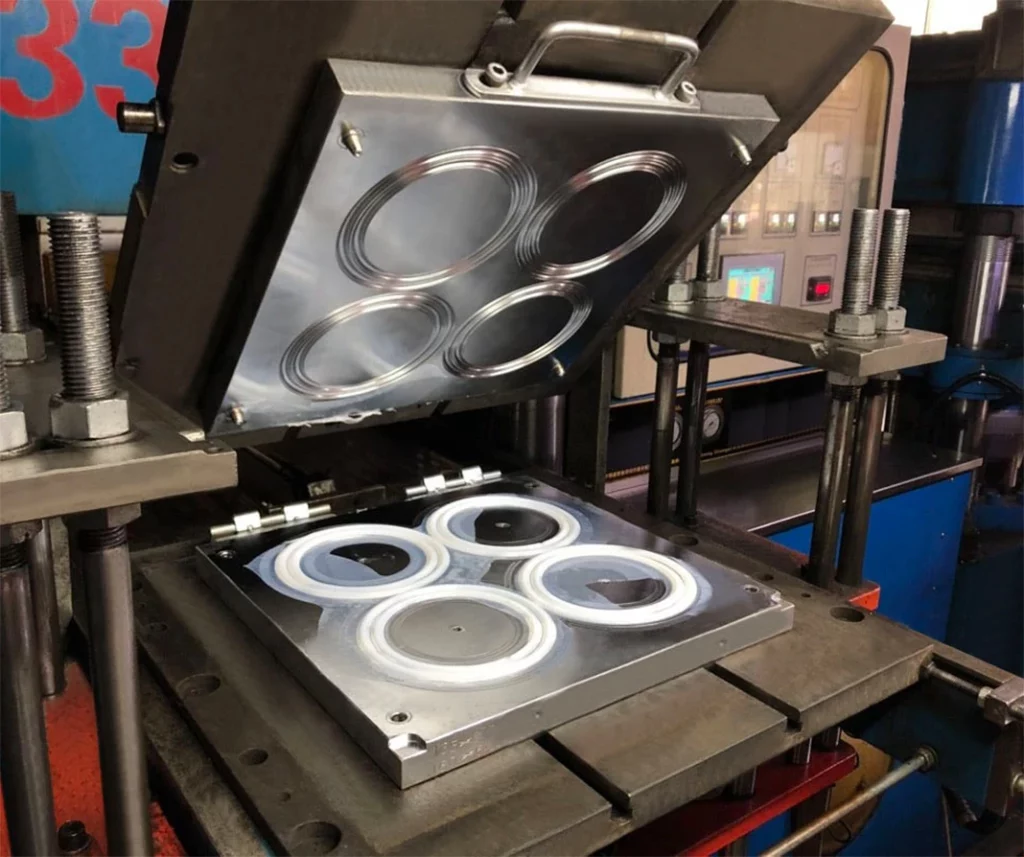
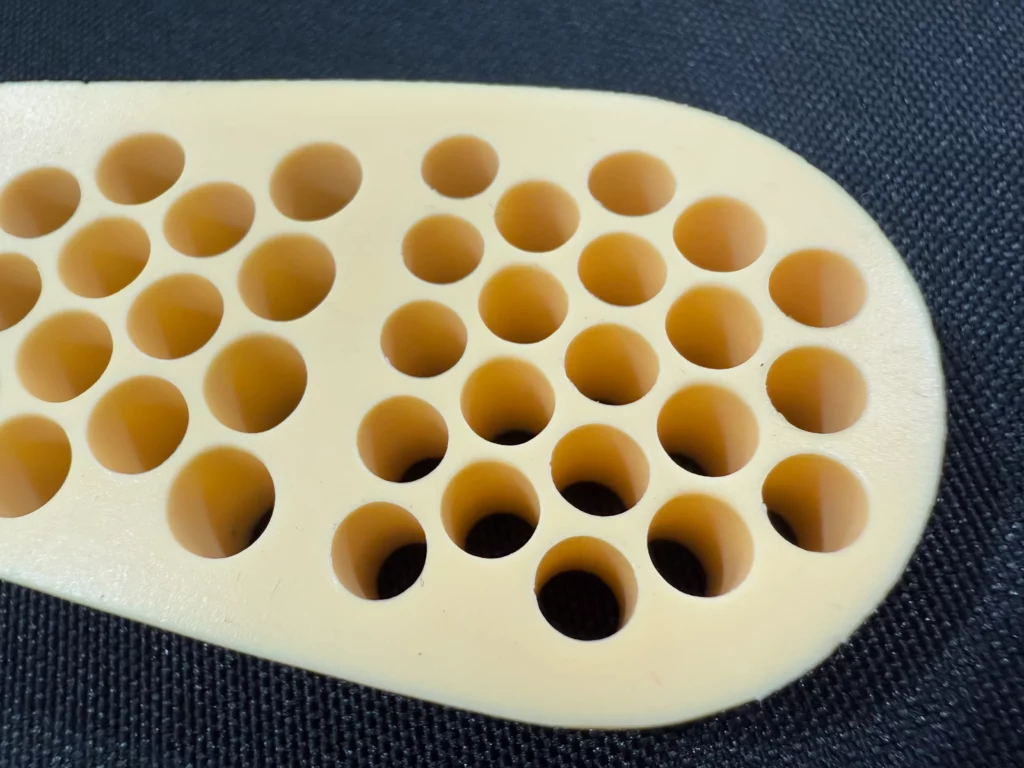
Zwei Verfahren zur Herstellung desselben Produkts: Mustervergleich zwischen Formpressen und Vakuumgießen

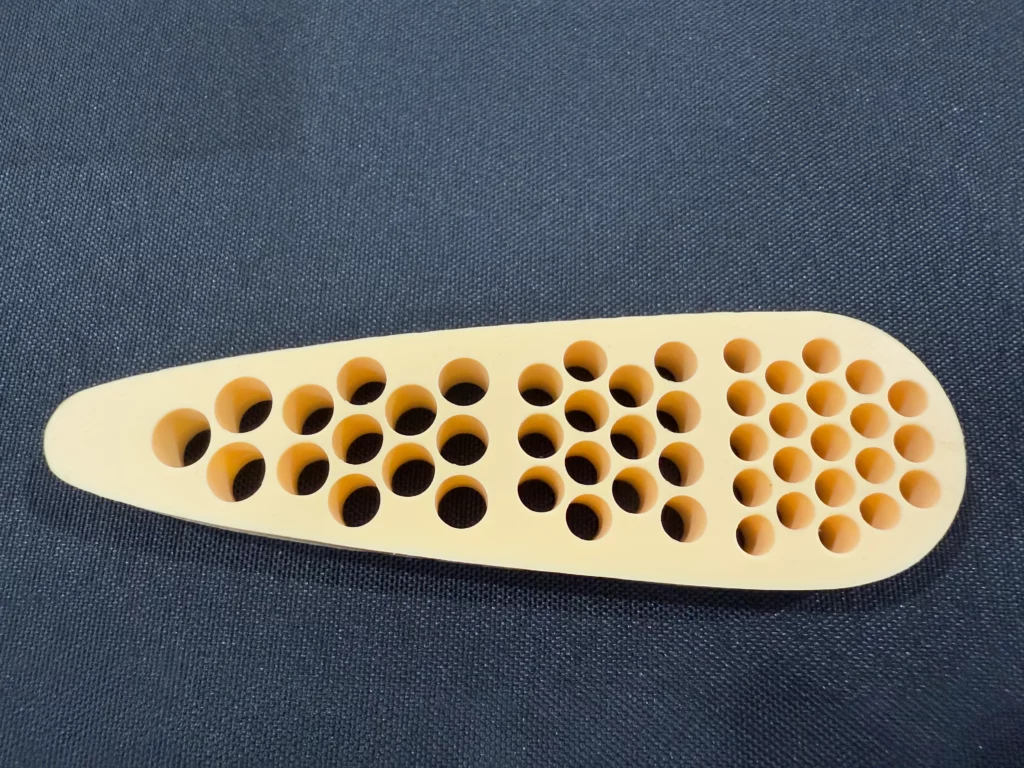
Die beiden oben gezeigten Muster haben wir produziert, um anhand eines praktischen Beispiels die Unterschiede zwischen den beiden Technologien zu veranschaulichen. Es handelt sich um Originalteile, die wir für unseren Kunden Creton SAS entwickelt haben. Auch wenn sie auf den ersten Blick identisch aussehen, weisen sie doch deutliche Unterschiede in den Eigenschaften und Ergebnissen der jeweiligen Fertigungsverfahren auf.
Vakuumgießen vs. Formpressen: Formwerkzeug
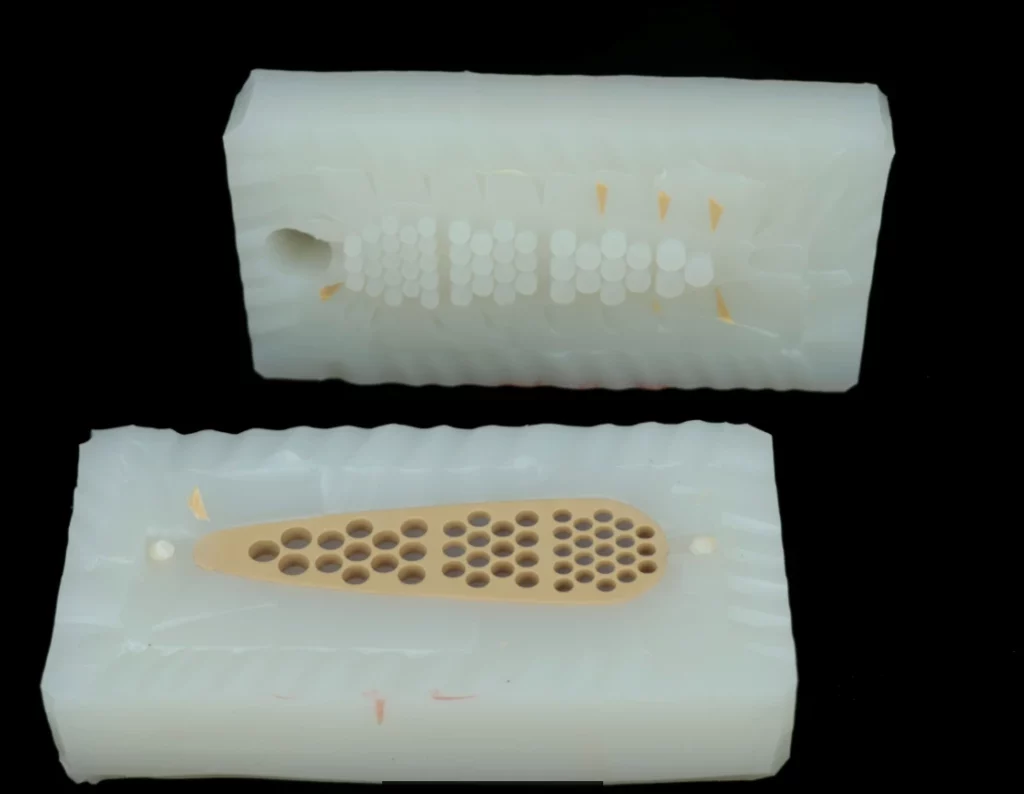
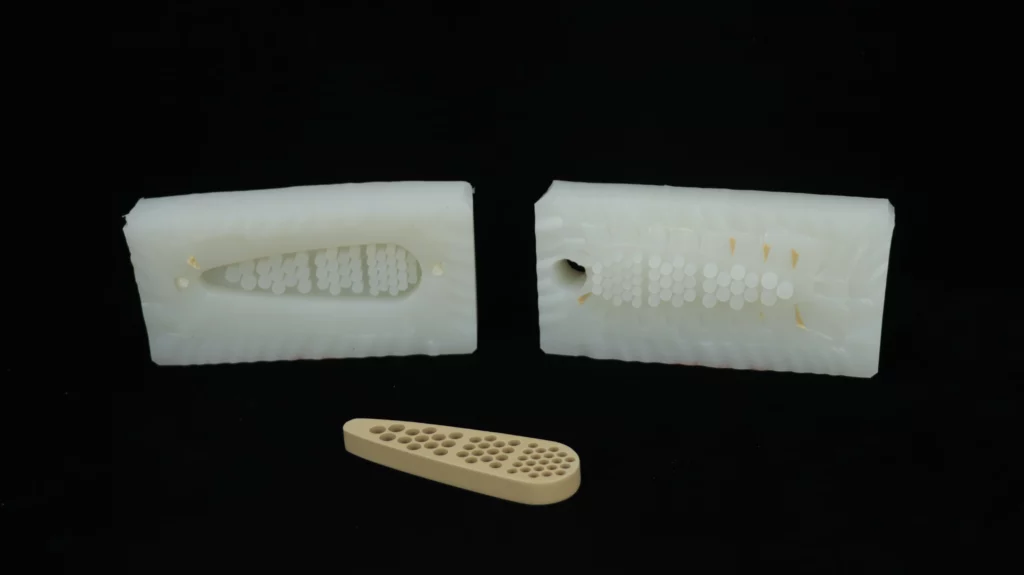
Die Vakuumgussform besteht aus Silikon. Silikonformen sind flexibel, kostengünstig und lassen sich schnell herstellen, wobei ihre Lebensdauer auf etwa 20 Abgüsse begrenzt ist.


Das Werkzeug für das Formpressen besteht aus gehärtetem Stahl. Diese Formwerkzeuge halten hohen Temperaturen und Drücken stand und zeichnen sich durch eine lange Lebensdauer aus.
Vakuumgießen vs. Formpressen: Oberflächenbeschaffenheit und Farbgebung der Teile
Die Teileanmutung in den beiden obigen Bildern ist recht ähnlich; die Farben unterscheiden sich jedoch nur geringfügig.
Der im Pflichtenheft geforderte Farbcode ist Pantone 155 C. Das Formpressverfahren bietet eine höhere Farbgenauigkeit und -konstanz, weshalb das damit erzielte Ergebnis den Vorgaben näher kommt als das im Vakuumgussverfahren hergestellte Muster.
Das Formpressen eignet sich daher besser für Anwendungen, bei denen eine exakte Farbübereinstimmung erforderlich ist.


Vakuumgießen vs. Formpressen: Härtegrad
Beim Vakuumgießen ist es oft schwierig, sehr niedrige Shore-Härten zu erreichen. Die Mindesthärte der mit diesem Verfahren hergestellten weichen Teile liegt in der Regel bei etwa 40 Shore A, selten darunter. Dagegen bietet das Formpressen ein breiteres Spektrum an Härtegraden als das Vakuumgießen. So lassen sich aus Standard-Silikon etwa Teile mit Härtewerten zwischen 20 und 75 Shore A herstellen.


Vakuumgießen vs. Formpressen: Temperaturbeständigkeit
Im Vakuumgussverfahren hergestellte Teile weisen eine mäßige Temperaturbeständigkeit auf und sind typischerweise im Dauerbetrieb bei Temperaturen von -40 °C bis +80 °C einsetzbar. Eine kurzzeitige Einwirkung höherer Temperaturen (ca. 100–120 °C) ist durchaus möglich; eine längere Beanspruchung bei diesen Temperaturen kann jedoch insbesondere bei Materialien mit geringerer Shore-Härte zum Erweichen und zu einer reduzierten Festigkeit führen.
Im Gegensatz dazu bietet formgepresstes Silikon eine hervorragende Temperaturbeständigkeit, sodass ein Dauerbetrieb bei 200–250 °C in der Regel möglich ist, mit kurzfristigen Spitzenwerten von 280–300 °C, ohne dass die Leistungsfähigkeit nennenswert beeinträchtigt wird.
Hinweis: Die tatsächlichen Grenzwerte variieren je nach Materialzusammensetzung. Das von uns hergestellte Muster ist beispielsweise für den Temperaturbereich von –50 bis 220 °C ausgelegt.
Vakuumgießen vs. Formpressen: mechanische Materialeigenschaften
In der folgenden Tabelle stellen wir die Materialeigenschaften des Vakuumgusses und des Formpressens gegenüber und geben Ihnen einen kurzen Überblick über die wichtigsten Unterschiede, damit Sie entscheiden können, welches Verfahren für Ihr Projekt am besten geeignet ist.
| Eigenschaft | PU Shore (Vakuumgießen) | Silikon (Formpressen) |
| Bruchdehnung | 150–300 % | 300–700 % |
| Zugfestigkeit | Gering | Gering |
| Elastische Rückstellung | Gut | Sehr gut |
| Reibung | Mittel | Hoch |
| Abriebfestigkeit | Gering | Mäßig |
| Druckverformungsrest | Mäßig | Gering |
| Typ. Lebensdauer | Kurz–mittel | Lang |
PU-Teile im Vakuumgussverfahren weisen eine gute Festigkeit auf, verfügen jedoch nur über begrenzte Temperatur- und Alterungsbeständigkeit. Formgepresste Silikonteile bieten eine höhere Elastizität, eine bessere elastische Rückstellung und ausgezeichnete Hitze- und Umweltbeständigkeit, wodurch sie sich für den langfristigen Einsatz bei hohen Temperaturen besser eignen.
Vakuumgießen vs. Formpressen: Fazit
Vakuumgießen eignet sich am besten für Prototypen und Kleinserien und bietet dabei eine hervorragende Oberflächenqualität sowie kurze Durchlaufzeiten. Die mit diesem Verfahren hergestellten Teile weisen günstige Eigenschaften auf, sind jedoch hinsichtlich Langlebigkeit und Wärmebeständigkeit weniger ausgeprägt als formgepresste Teile, weshalb sie sich ideal für Funktionstests und die Konstruktionsvalidierung eignen, bei denen geringfügige Abweichungen akzeptabel sind. Das Formpressen eignet sich besonders für Serienteile für den Langzeitgebrauch, insbesondere wenn Silikon- oder Gummiwerkstoffe zum Einsatz kommen. Diese Technologie bietet einheitliche Ergebnisse, ein breites Spektrum an Härtegraden, eine hervorragende Temperaturbeständigkeit und eine gute Alterungsbeständigkeit, was sie zur bevorzugten Wahl für Dichtungen und andere Komponenten in anspruchsvollen Anwendungsbereichen oder in Hochtemperaturumgebungen macht.
Nahtlos vom Prototyp in die Produktion
Protolis setzt beide Verfahren ein und ermöglicht seinen Kunden, je nach Bedarf zwischen ihnen zu wechseln.
Protolis bietet seinen Kunden mittels des Vakuumgussverfahrens die schnelle Herstellung von Funktionsmustern, um Design und Funktion zu prüfen, und danach nahtlos auf das Formpressverfahren umzustellen, um eine zuverlässige Serienproduktion unter realen Bedingungen sicherzustellen.
Fallstudie: Formpressen und Vakuumgießen von Teilen
In unserer Fallstudie zeigen wir, wie Formpressen und Vakuumgießen eingesetzt werden, um zuverlässige Formteile für eine Vielzahl von Branchen herzustellen.
Hochlauf: Mit Protolis auf dem Weg zur Serienfertigung
Die Fallstudie gibt einen Einblick in die erfolgreiche Zusammenarbeit mit unserem Kunden, in deren Rahmen wir gemeinsam die Herausforderungen bei der Produktionssteigerung eines großen, schweren und konstruktiv komplexen Produkts über mehrere Fertigungsstufen hinweg bewältigt haben. Mehr dazu erfahren Sie hier.



Zusammenfassung
Protolis unterstützt seine Kunden bei der Auswahl des für ihre Produkte besten Fertigungsverfahrens – sei es das Formpressen für die langlebige Serienfertigung oder das Vakuumgießen für präzise Prototypen in kleinen Stückzahlen. Unsere Experten beraten Sie persönlich, um das richtige Gleichgewicht zwischen Qualität, Kosten und Funktionalität zu finden. Gerne stehen wir Ihnen bei weiteren Fragen zu diesen beiden Technologien jederzeit mit Rat und Tat zur Seite. Kontaktieren Sie uns jetzt!
Erkunden Sie das Formpressen in weiteren Kapiteln:
Vorteile und Grenzen des Formpressens
Formpressverfahren für Prototypen und die Kleinserienfertigung
Werkstoffe für das Formpressen