Guide du moulage par compression
Ce guide vous fournira des instructions complètes sur le moulage par compression, une méthode largement utilisée pour fabriquer des composants en caoutchouc précis et de haute qualité.
Type de méthode
Jump to current chapter
Comparaison avec d’autres technologies
• Moulage par compression vs. moulage par injection
Le moulage par compression et le moulage par injection sont deux techniques essentielles pour la fabrication de pièces souples (shores). Voici cinq différences clés entre ces méthodes :
- Mise en place du matériau : Dans le moulage par compression, la matière première est placée dans la cavité ouverte du moule, puis comprimée pour prendre sa forme. En revanche, le moulage par injection injecte une matière en fusion directement dans un moule fermé sous haute pression, permettant ainsi une répartition rapide et uniforme.
- Complexité de l’outillage : Les moules de compression sont généralement plus simples et moins coûteux à produire, car ils n’ont pas besoin des systèmes sophistiqués d’injection et de refroidissement que nécessite le moulage par injection, ce qui en réduit les coûts initiaux.
- Durée du cycle : Le moulage par compression a des cycles de production plus longs, car chaque phase (chauffage, compression, refroidissement) se fait de manière séquentielle. Le moulage par injection offre des temps de cycle plus courts grâce à des processus continus et simultanés, ce qui augmente la vitesse de production.
- Gestion des déchets : Le moulage par compression peut générer des bavures qui nécessitent un traitement post-moulage pour les retirer, augmentant ainsi les déchets. En revanche, le moulage par injection produit généralement moins de déchets, car l’excès de matériau est souvent réutilisé dans le cycle suivant.
- Stabilité et niveau de détail des pièces : Le moulage par injection permet une grande précision dans les détails et une qualité constante grâce à un contrôle strict des paramètres d’injection et du flux de matière. Le moulage par compression peut être moins uniforme pour les géométries complexes, avec une qualité qui peut varier légèrement entre les pièces.
- Coût : Le moulage par compression présente des coûts d’outillage initiaux plus faibles, ce qui le rend avantageux pour des productions de faible à moyen volume. Cependant, le coût par pièce peut être plus élevé en raison des temps de cycle plus lents. À l’inverse, le moulage par injection nécessite un investissement initial plus important, mais offre un coût par pièce réduit grâce à une production rapide et efficace, le rendant idéal pour les gros volumes.
| Fonctionnalité | Moulage par compression | Moulage par injection |
| Placement des matériaux | La matière première est placée directement dans la cavité ouverte du moule. | Le matériau en fusion est injecté sous pression dans un moule fermé. |
| Complexité de l’outillage | Des moules plus simples et moins coûteux. | Nécessite des moules complexes avec des dessins plus détaillés. |
| Durée du cycle | Plus long en raison des phases séquentielles du processus. | Plus courte en raison des étapes de traitement simultanées. |
| Gestion des déchets | Plus de déchets sous forme de flash, qui doivent être réduits. | Moins de déchets et les excédents peuvent souvent être réutilisés. |
| Cohérence et détail des pièces | Moins d’uniformité dans la consistance et le détail des pièces. | Précision et cohérence accrues dans les détails. |
| Calcul des coûts | En général, les coûts initiaux d’outillage sont plus faibles, mais le coût par pièce est plus élevé en raison des temps de cycles plus lents. | Coûts d’outillage initiaux plus élevés, mais coûts par pièce plus faibles grâce à l’efficacité et à des taux de production plus rapides. |
La compréhension de ces différences permet aux fabricants de choisir la méthode la mieux adaptée à leurs besoins spécifiques. Chaque technique présente des avantages uniques, qui répondent à différentes applications dans les secteurs de la fabrication des plastiques et du caoutchouc.
• Moulage par compression vs. coulée sous vide
Quel est le meilleur choix pour votre projet ?
Le moulage par compression et la coulée sous vide sont deux procédés de fabrication utilisés pour produire des pièces plastiques souples, mais ils diffèrent par leurs objectifs et applications.
Cet article met en évidence les principales différences entre ces deux procédés en termes de matériaux, de propriétés, de coût, de qualité et d’applications.

Comment fonctionnent le moulage par compression et la coulée sous vide ?
La coulée sous vide, également appelée moulage par polyuréthane ou duplication sous vide, est un procédé de fabrication qui débute par la création d’un modèle maître, généralement réalisé par impression 3D.
Un moule en silicone est alors fabriqué autour de ce modèle. Une résine liquide est ensuite coulée dans le moule, puis polymérisée dans une chambre sous vide, afin d’obtenir une pièce solide.
Cette technique permet de produire plusieurs pièces à partir d’un seul moule, générant ainsi des économies significatives, par l’optimisation des coûts d’outillage.

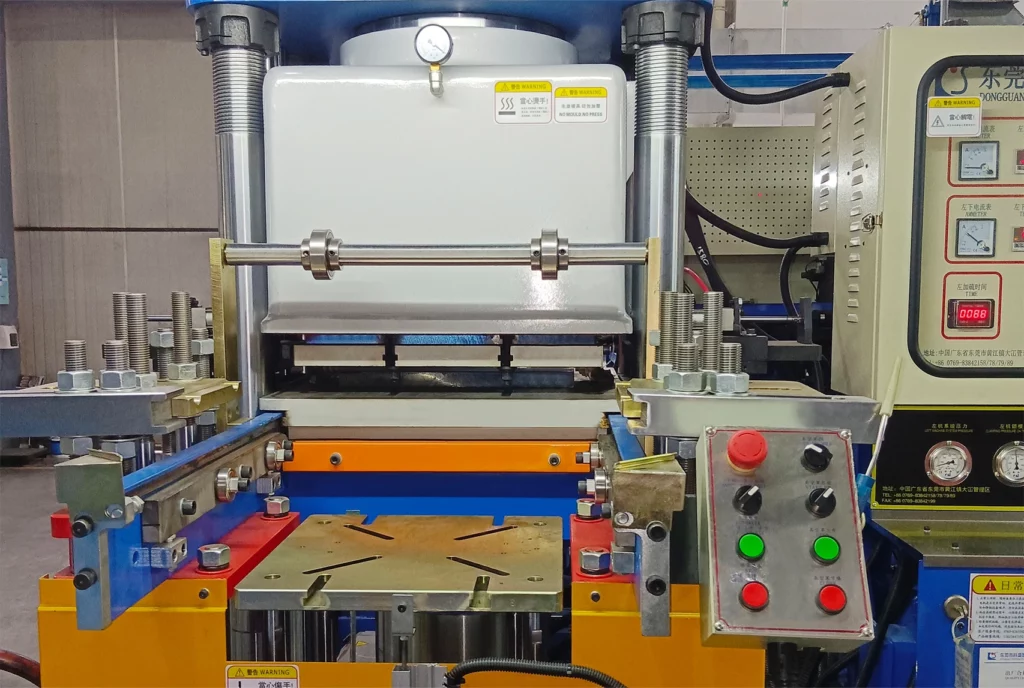
Le moulage par compression du caoutchouc consiste à placer une quantité de matière dans un moule chauffé, puis à refermer celui-ci sous pression pour que le matériau prenne la forme de la pièce.
Sous l’effet combiné de la chaleur et de la pression, le caoutchouc se répartit dans l’empreinte puis vulcanise, ce qui permet d’obtenir une pièce finale solide, stable et fonctionnelle.
Quelles sont les principales différences entre le moulage par compression et la coulée sous vide ?
| Catégorie | Moulage par compression | Coulée sous vide |
| État du matériau | Préforme solide ou granulés ramollis par la chaleur et la pression | Résine liquide coulée et polymérisée à température ambiante ou élevée |
| Coût de l’outillage | Élevé — outillage métallique de précision  | Faible — moules en silicone peu coûteux et rapides à produire |
| Délai de réalisation | Long — nécessite l’usinage et la mise au point du moule | Court — le moule peut être réalisé rapidement à partir d’un modèle maître |
| Volume de production | Élevé (centaines à milliers de pièces)  | Faible (généralement 10 à 20 pièces par moule) |
| Précision dimensionnelle | Moyenne à élevée | Élevée (généralement ±0,2 mm) |
| Applications courantes | Composants automobiles, pièces aérospatiales, boîtiers électriques, machines industrielles | Prototypes, maquettes de produits, boîtiers et habillages, production en petites séries |
| Applications idéales | Production en série de pièces durables, résistantes à la chaleur et à l’usure | Prototypes détaillés ou pièces de pré-série en faible volume |
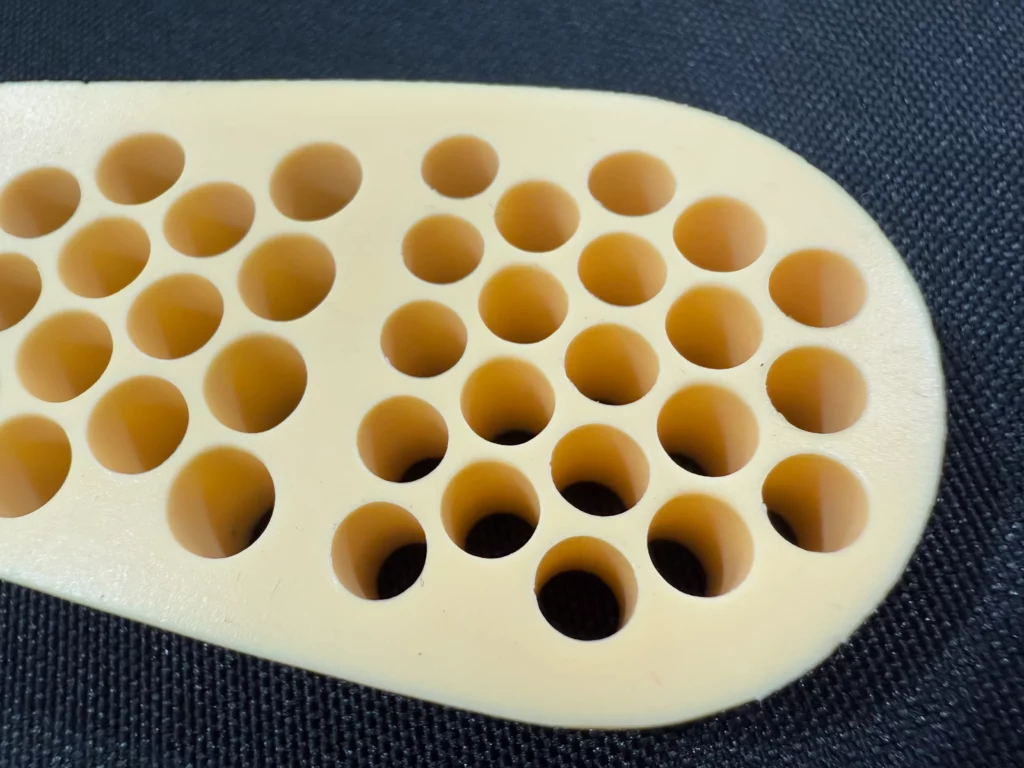
Deux manières de fabriquer un même produit : comparaison entre moulage par compression et coulée sous vide

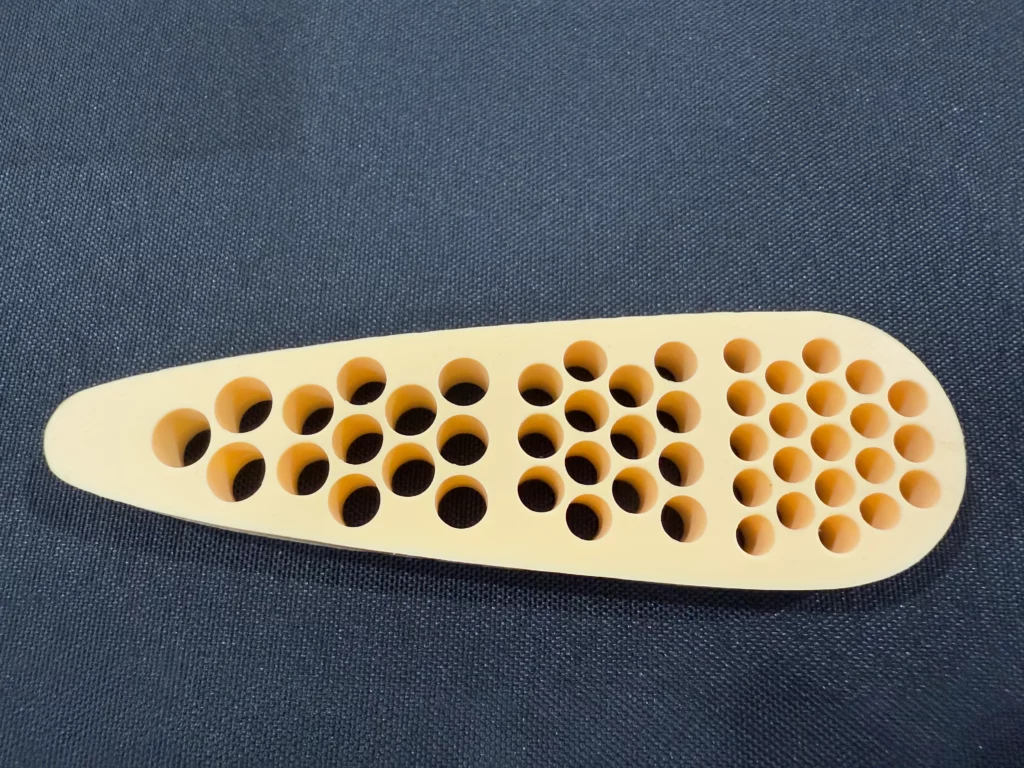
Ci-dessus, deux échantillons réalisés par Protolis, afin d’illustrer concrètement les différences entre ces technologies. Il s’agit de pièces réelles, développées pour notre client Creton SAS.
Si les pièces obtenues semblent identiques,une comparaison plus approfondie permet de déceler des différences majeures, propres à chaque procédé de fabrication.
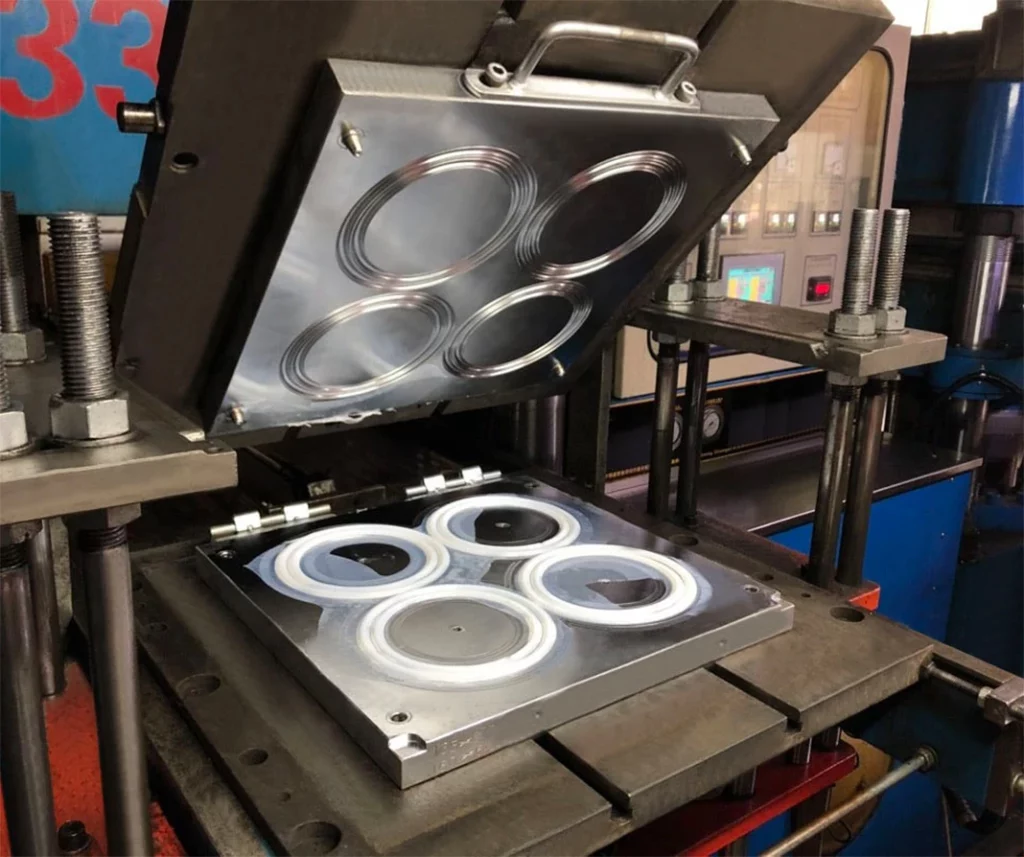
Coulée sous vide vs moulage par compression : moule acier VS moule silicone
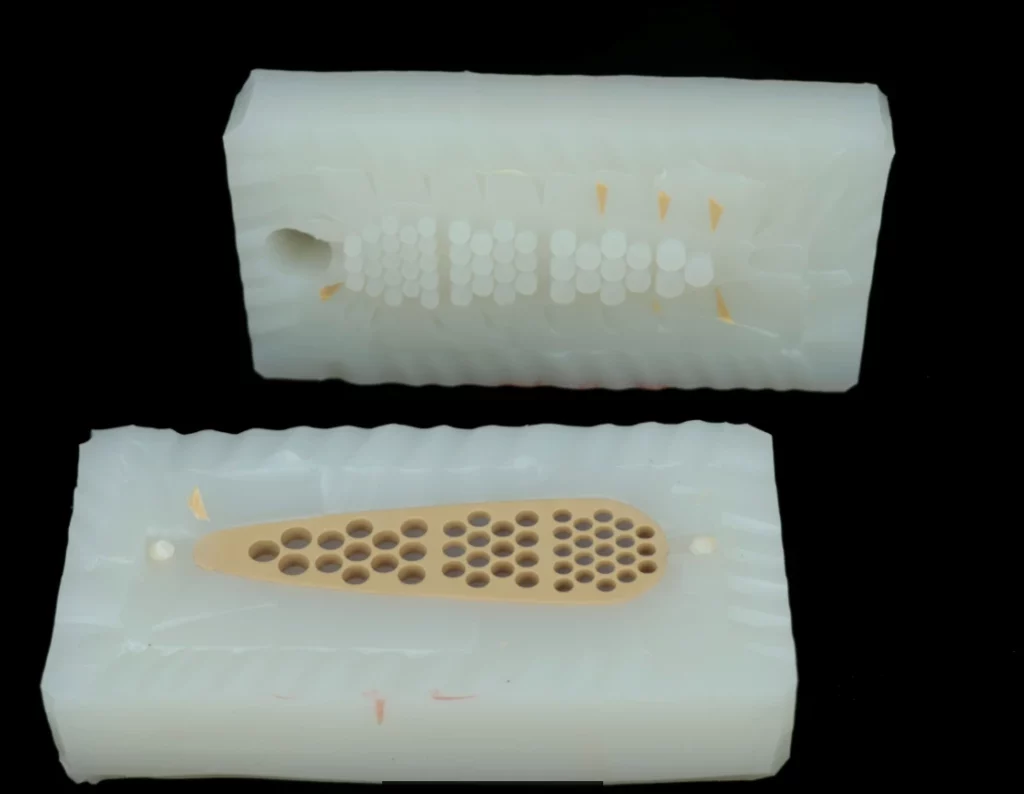
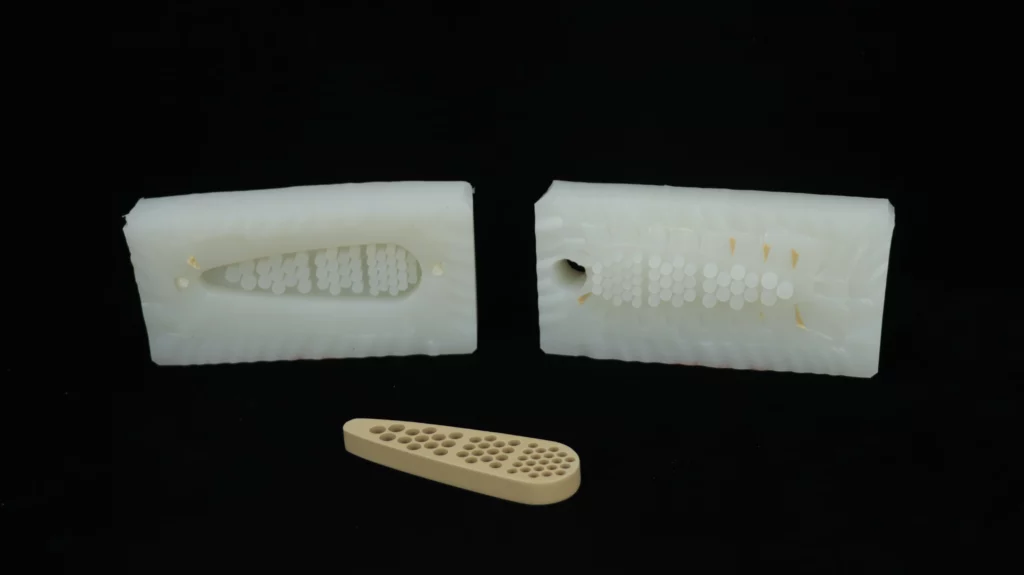
Sur ces images, on constate que la coulée sous vide utilise des moules en silicone. Les moules en silicone sont flexibles, rapides à produire et peu onéreux. Ils ont une durée de vie limitée à 20 tirages.


Le moulage par compression nécessite la fabrication de moules en acier trempé. Les moules en acier sont capables de résister à des températures élevées et à des pressions élevées et ont une durée de vie importante.
Coulée sous vide vs moulage par compression : état de surface et couleur des pièces
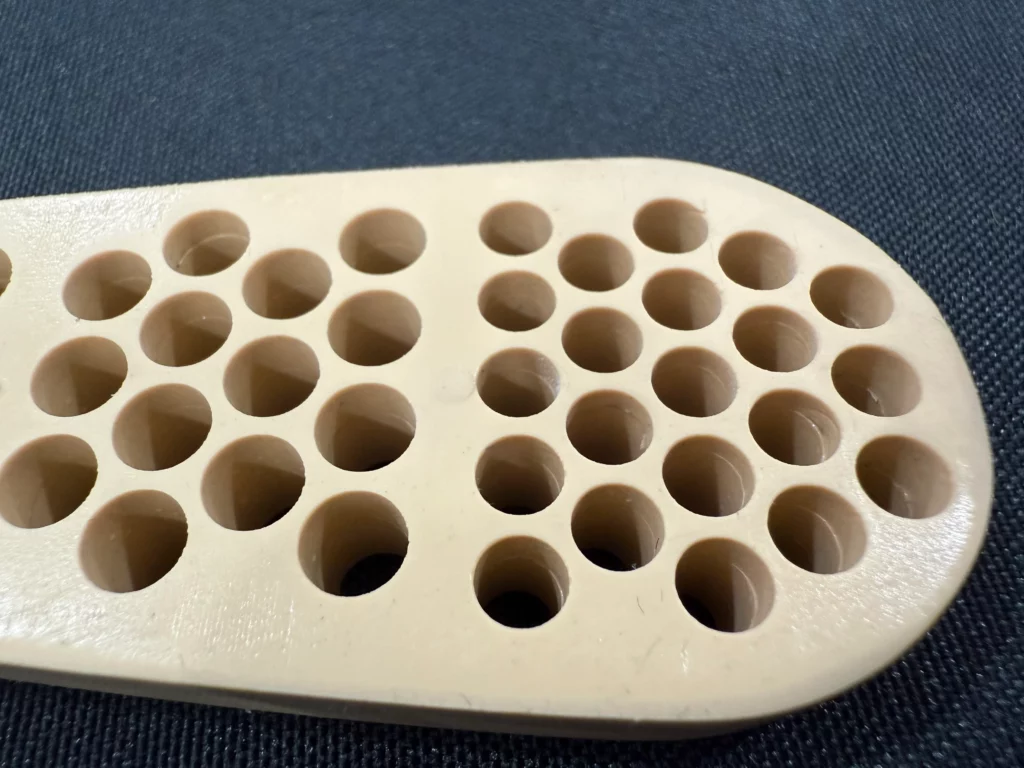
Comme on peut le voir sur les deux images ci-dessous, l’aspect est très similaire, mais la couleur diffère légèrement.
Dans cet exemple, le code couleur spécifié au cahier des charges est Pantone 155C. Le résultat obtenu en moulage par compression se rapproche plus de cette référence que l’échantillon en coulée sous vide, car le moulage par compression offre une meilleure précision et une meilleure constance des couleurs.
Le moulage par compression est ainsi plus adapté aux applications ou une correspondance exacte des couleurs est recherchée.


Coulée sous vide vs moulage par compression : dureté
En duplication sous vide, il est souvent très difficile d’atteindre des niveaux de dureté très faibles. La dureté minimale des pièces souples produites par ce procédé est généralement autour de 40 Shore A, rarement moins.
Le moulage par compression offre, en revanche, une plage de dureté plus étendue et plus élevée qu’en coulée sous vide avec des duretés allant de 20 et 75 Shore A.


Coulée sous vide vs moulage par compression : résistance en température
Les pièces obtenues en coulée sous vide présentent une résistance thermique modérée et leur plage d’utilisation fiable est typiquement -40°C à + 80°C en continu.
En dehors de cette plage, des propriétés mécaniques stables ne sont pas garanties, mais une exposition de courte durée à des températures plus élevées (environ 100 à 120 °C) est possible.
Une exposition prolongée à de telles températures peut néanmoins entraîner un ramollissement et une diminution de la résistance, en particulier pour les matériaux à faible dureté Shore.
A l’inverse, le caoutchouc silicone obtenu en moulage par compression offre une excellente résistance en température, avec un fonctionnement possible en continu entre 200 et 250 °C et des pics de température de 280 à 300 °C ayant un impact minimal sur les performances.
Remarque : les limites réelles dépendent de la formulation. L’échantillon que nous avons produit pour ce client est conçu pour une plage de température allant de –50 à 220 °C.
Coulée sous vide vs moulage par compression : les propriétés mécaniques des matériaux
Le tableau ci-dessous présente une comparaison des propriétés mécaniques obtenues en coulée sous vide et en moulage par compression.
Ce tableau peut vous aider à identifier le procédé le plus adapté à votre projet.
| Propriété | PU Shore (coulée sous vide) | Silicone (moulage par compression) |
| Allongement à la rupture | 150–300 % | 300–700 % |
| Résistance à la traction | Plutôt faible | Plutôt faible |
| Reprise élastique | Bonne | Excellente |
| Frottement | Moyen | Élevé |
| Résistance à l’abrasion | Faible | Modérée |
| Déformation permanente à la compression | Modérée | Faible |
| Durée de vie typique | Courte à moyenne | Longue |
Les pièces en PU issues de la coulée sous vide offrent une bonne résistance mécanique mais présentent des performances limitées en matière de résistance en température et de vieillissement.
Les pièces en silicone moulées par compression offrent, quant à elles, un allongement plus élevé, une meilleure reprise élastique ainsi qu’une stabilité thermique et environnementale supérieure, ce qui les rend plus adaptées à une utilisation à long terme et à haute température.
Coulée sous vide VS moulage par compression : le résultat
La coulée sous vide est particulièrement adaptée aux prototypes et aux pièces en petites séries nécessitant une bonne qualité de surface et des délais rapides.
Les pièces obtenues par ce procédé présentent de bonnes propriétés mais plus limitées que celles issues de la compression en termes de résistance dans le temps et la chaleur.
Ce procédé est donc idéal pour les essais fonctionnels et la validation de conception, lorsque de légères variations sont acceptables.
Le moulage par compression est davantage destiné aux pièces de production et à une utilisation à long terme, en particulier lorsque des matériaux en silicone ou en caoutchouc sont requis.
Il offre une meilleure reproductibilité, propose une plus large gamme de duretés, une résistance thermique supérieure et de meilleures performances face au vieillissement.
C’est le choix privilégié pour les joints, garnitures et composants utilisés dans des environnements exigeants et à haute température.
Du prototype à la production en toute fluidité
Protolis met en œuvre les deux procédés et permet à ses clients de passer de l’un à l’autre, selon leurs besoins.
Il est donc possible d’utiliser la coulée sous vide pour créer rapidement des échantillons fonctionnels afin de valider l’apparence et les performances, puis de passer rapidement au moulage par compression lorsqu’il est temps de passer à une production en grande série et en conditions industrielles.
Étude de cas : moulage par compression et coulée sous vide de pièces
Voici une étude de cas illustrant la mise en œuvre de ces procédés par Protolis.
Dans l’étude de cas suivante, nous montrons comment le moulage par compression et le moulage sous vide sont utilisés pour fabriquer des pièces fiables dans un large éventail de secteurs.
Montée en cadence d’un produit complexe
Cet exemple met en avant le parcours collaboratif entre notre client et Protolis.
Ce parcours couvre les différentes étapes de fabrication permettant de relever les défis spécifiques liés à la montée en cadence d’un produit volumineux, lourd et structurellement complexe.
L’étude de cas complète est disponible ici.



Conclusion
Protolis s’engage à vous orienter vers le procédé de fabrication qui convient à votre cahier des charges.
Qu’il s’agisse du moulage par compression (production durable en grande série) ou de la coulée sous vide (prototypes précis en petites quantités), nos experts vous accompagnent afin d’assurer le meilleur équilibre entre qualité, coût et performance.
Avez-vous des questions concernant ces technologies ? Si c’est le cas, n’hésitez pas à contacter Protolis !
En savoir plus sur le moulage par compression dans les chapitres suivants :
Qu’est-ce que le moulage par compression ?
Comment fonctionne le moulage par compression ?
Les avantages et limites du moulage par compression
Matériaux pour le moulage par compression