The Protolis guide to compression molding
In this guide, you will find comprehensive instructions for Compression Molding, a widely used method for crafting precise, high-quality rubber components.
Method Type
Jump to current chapter
Comparison with other technologies
• Compression molding vs. injection molding
Compression molding and injection molding are two prominent manufacturing techniques used to produce flexible parts. Here are five key differences between these methods:
- Material placement: In compression molding, the raw material is placed directly into the open mold cavity and then compressed. Injection molding, on the other hand, involves injecting molten material into a closed mold under high pressure.
- Tooling complexity: Compression molds are typically simpler and less expensive to produce compared to injection molds, which require complex designs to accommodate the injection and cooling systems.
- Cycle time: Compression molding typically has longer cycle times, as each phase (heating, pressing, cooling) must be managed sequentially. Injection molding benefits from faster cycle times due to its continuous and simultaneous processes.
- Waste management: Compression molding can lead to more material waste in the form of flash (excess material that oozes out of the mold), which must be trimmed. Injection molding usually produces less waste, as the excess material can often be reused immediately.
- Part consistency and detail: Injection molding enables higher detail precision and more consistent part quality across productions, thanks to controlled injection parameters and material flow. Compression molding may result in less uniformity in part consistency and detail, especially with more complex geometries.
- Costing: Compression molding typically involves lower initial tooling costs, making it an economical choice for low- to medium-volume production. However, the per-part cost can be higher due to slower cycle times. In contrast, injection molding has higher initial tooling costs but benefits from lower per-part costs due to its faster production rates and increased efficiency, making it a suitable choice for high-volume production.
| Feature | Compression Molding | Injection Molding |
| Material placement | Raw material is placed directly into the open mold cavity | Molten material is injected into a closed mold under pressure |
| Tooling complexity | Simpler and less expensive molds | Requires complex molds with more detailed designs |
| Cycle time | Longer due to sequential process phases | Shorter due to simultaneous processing steps |
| Waste management | More waste in the form of flash, which needs trimming | Less waste and excess can often be reused |
| Part consistency & detail | Less uniformity in part consistency and detail | Higher precision and consistency in details |
| Costing | Generally, initial tooling costs are lower, but the per-part cost is higher due to slower cycle times | Higher initial tooling costs but lower per part cost due to efficiency and faster production rates |
Understanding these differences helps manufacturers select the most appropriate method based on their specific needs. Each technique offers unique advantages that are suitable for different applications in the plastics and rubber manufacturing industries.
• Compression molding vs. vacuum casting
Which is the best choice for your project?
Compression moulding and vacuum casting are two manufacturing processes for producing flexible plastic parts, but they differ in purpose and application.
This article highlights the key differences between these two processes in terms of materials, properties, cost, quality, and applications.

How do compression moulding and vacuum casting work?
Vacuum casting is a production process that begins with the creation of a master model, typically produced using 3D printing.
A silicone mould is then formed around the master model. Subsequently, resin is poured into the mould and allowed to cure in a vacuum chamber, resulting in a solid part.
This technique enables the manufacture of multiple parts from a single mould, leading to significant cost savings through optimised tooling costs.

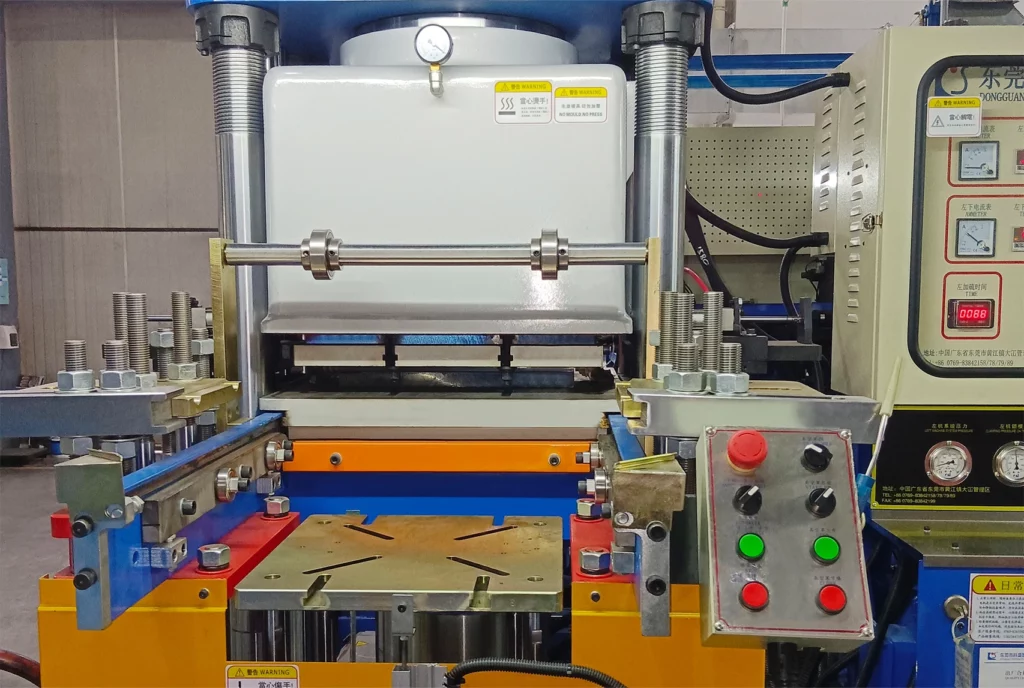
Rubber compression moulding involves placing a measured amount of material into a heated steel mould, which is then closed under pressure, allowing the material to take the shape of the part.
Under the combined effect of heat and pressure, the rubber flows into the cavity and cures, producing a strong, stable, and functional final part.
What are the key differences between compression moulding and vacuum casting?
| Category | Compression Moulding | Vacuum Casting |
| Material state | Solid preform or granules softened by heat and pressure | Liquid resin poured and cured at room / elevated temperature  |
| Tooling cost | High—precision metal tooling  | Low—silicone moulds are inexpensive and fast to produce |
| Lead time | Long—requires mould machining and setup  | Short—mould can be made quickly from a master model  |
| Production volume | High (hundreds to thousands of parts)  | Low (typically 10–20 parts per mould)  |
| Dimensional accuracy | Moderate to high  | High (typically ±0.2 mm)  |
| Common applications | Automotive components, aerospace parts, electrical housings, industrial machinery | Prototypes, product design mock-ups, casing and housing, low-volume production |
| Best suited for | Mass production of durable, heat- and wear-resistant parts | Low-volume, high-detail prototype or pre-production parts |
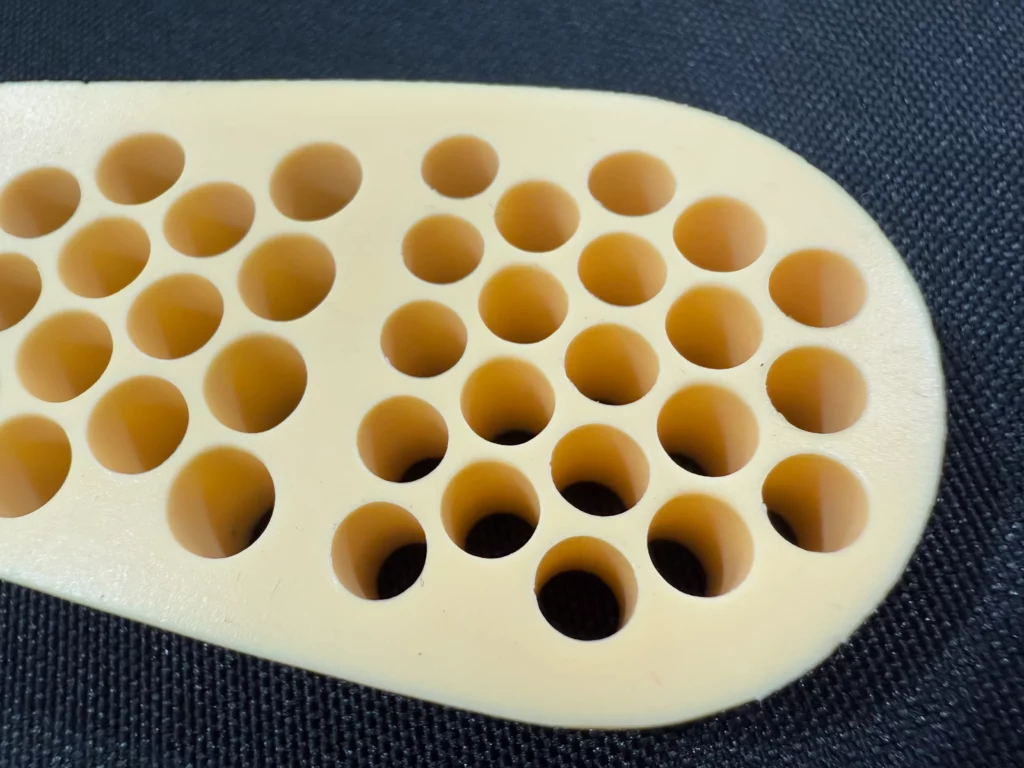
Two ways to manufacture the same product: a comparison between compression moulding and vacuum casting

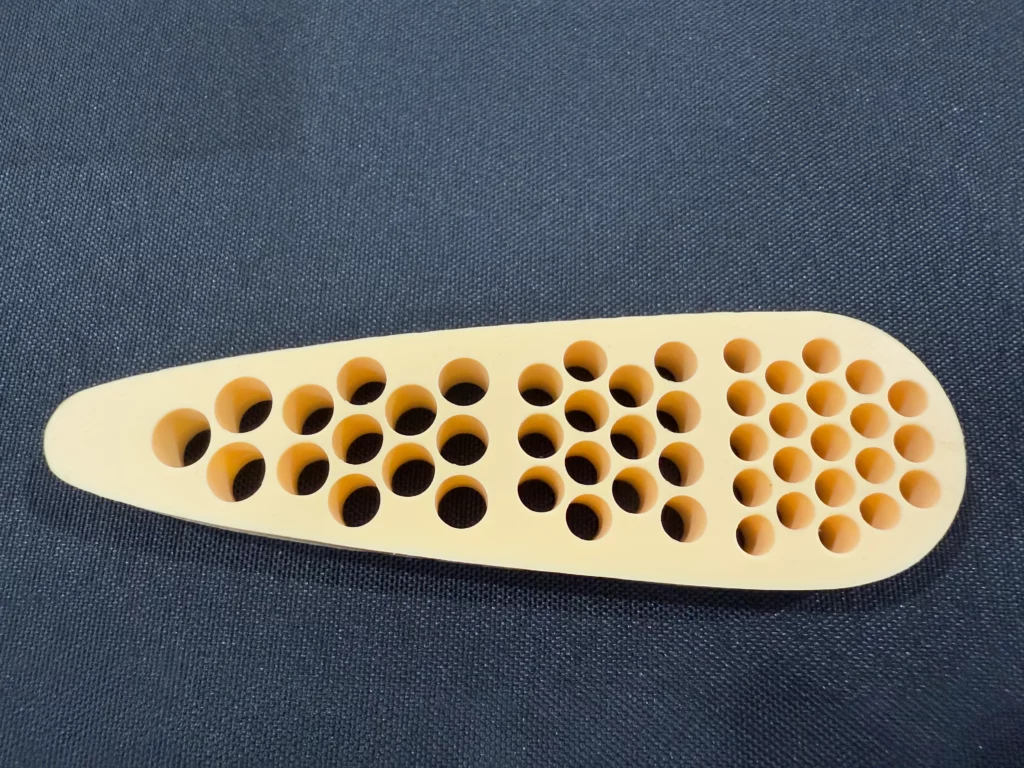
Above are two samples we produced to illustrate how these technologies differ in practice. These parts are real parts we developed for our customer, Creton SAS. At first glance, they look the same, but they provide a clear comparison of the capabilities and outcomes of each manufacturing method.
Vacuum casting vs Compression moulding: Mould
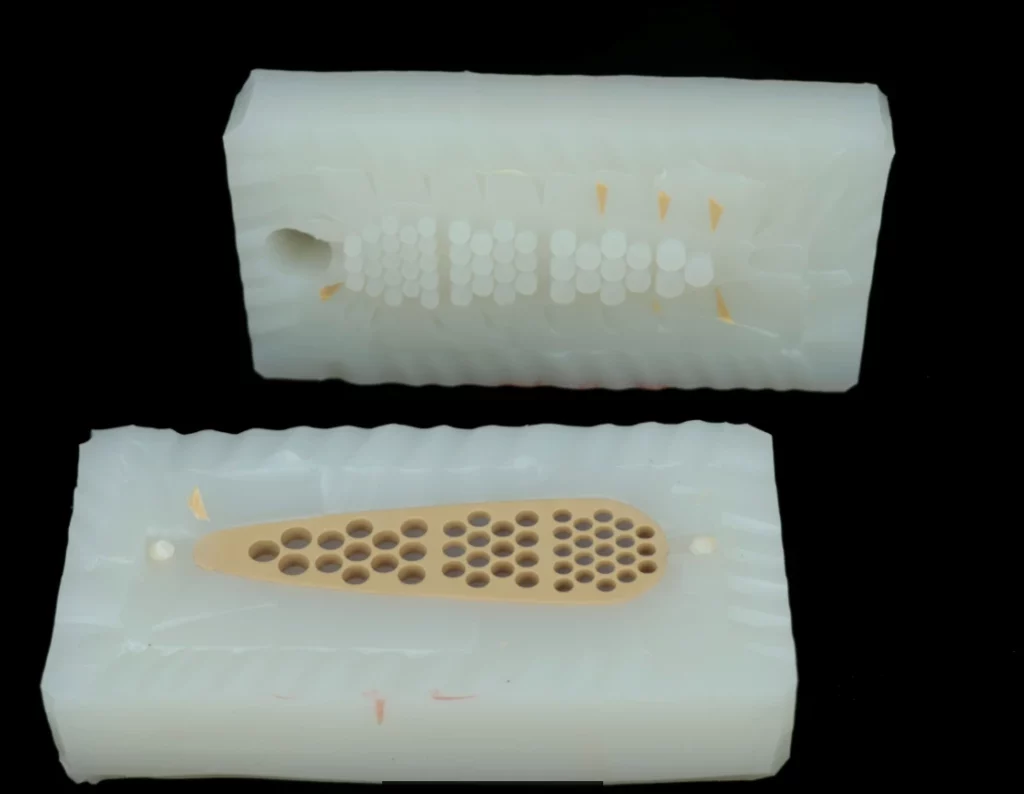
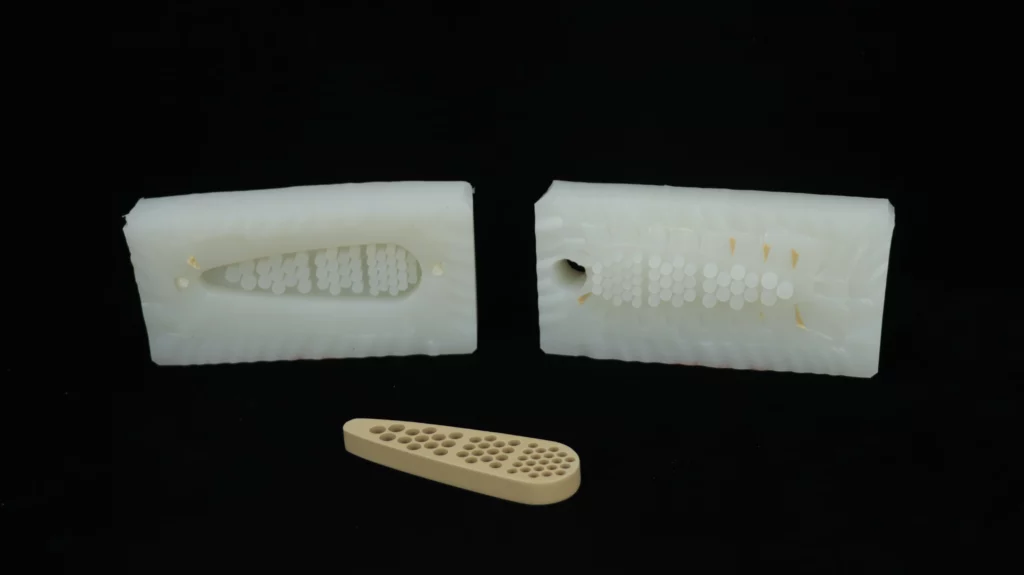
The vacuum casting tool is made of silicone rubber. Silicone moulds are flexible, cost-effective, and quick to produce, with a service life limited to around 20 casts.


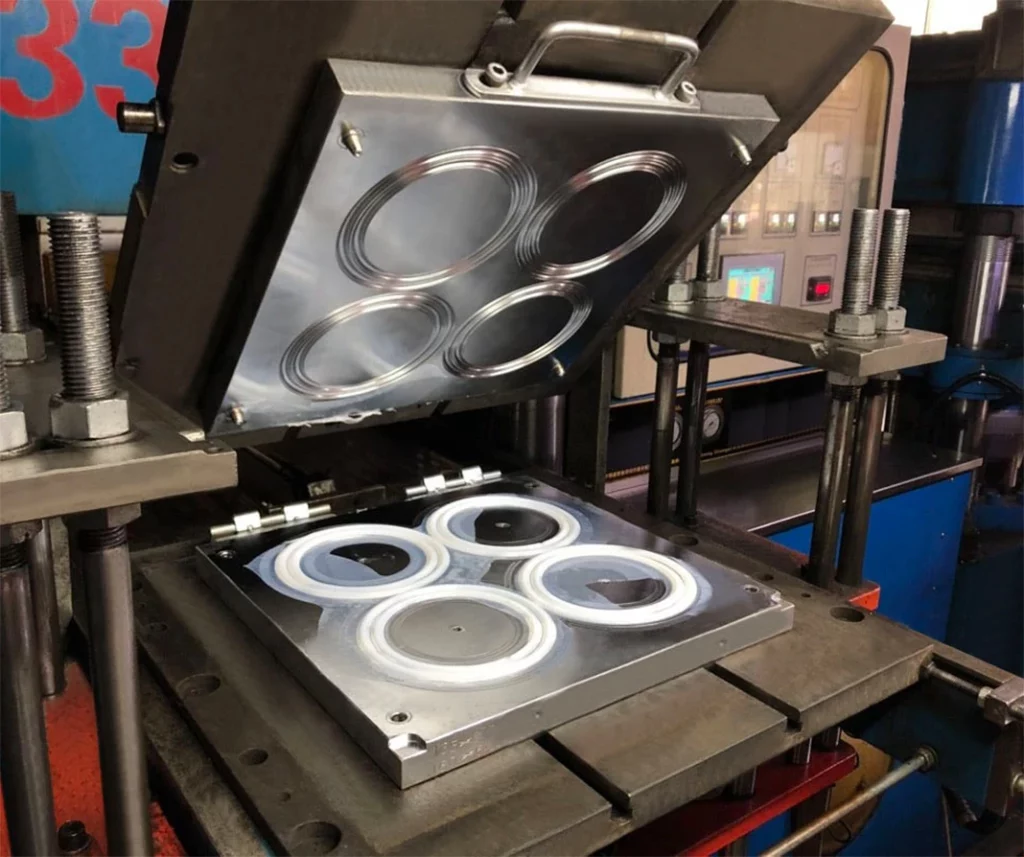
Compression moulding requires the use of hardened steel moulds. Steel moulds can withstand high temperatures and high pressures and have a long service life.
Vacuum casting vs compression moulding: surface finish and colour of parts
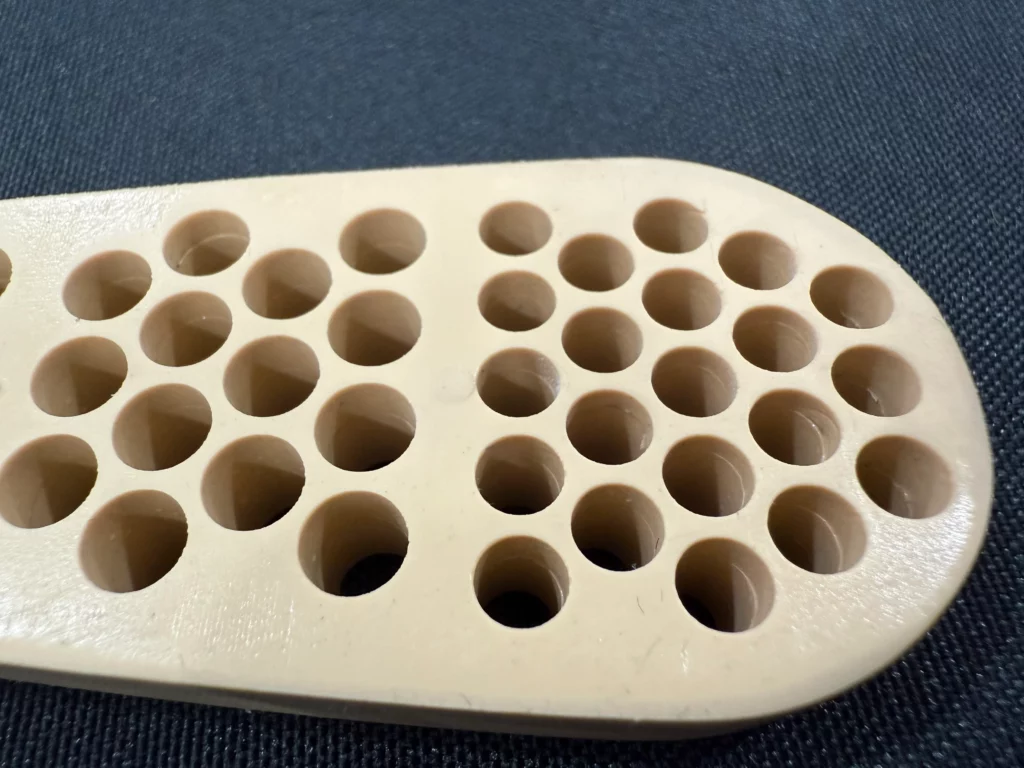
As can be seen in the two images below, the appearance is very similar, but the colour differs slightly.
In this example, the colour code specified in the specifications is Pantone 155C. The result obtained by compression moulding is closer to this reference than the vacuum casting sample, as compression moulding offers greater precision and colour consistency.
Compression moulding is therefore better suited to applications where exact colour matching is required.


Vacuum casting vs Compression moulding: Hardness
In vacuum casting, it is often very difficult to achieve very low hardness levels. The minimum hardness of flexible parts produced by this process is generally around 40 Shore A, rarely less.
In contrast, compression moulding offers a wider and higher hardness range than vacuum casting. For example, with standard silicone, parts can be manufactured with hardness values ranging from 20 to 75 Shore A.


Vacuum casting vs Compression moulding: Temperature resistance
Parts produced by vacuum casting have moderate thermal resistance, and their reliable operating range is typically -40 °C to +80 °C under continuous conditions.
Short-term exposure to higher temperatures (approximately 100–120 °C) is possible; however, prolonged exposure at these levels can cause softening and a reduction in strength, particularly in materials with lower Shore hardness.
On the other hand, compression-moulded silicone rubber offers excellent thermal resistance, typically supporting continuous operation at 200–250 °C and short-term peaks of 280–300 °C with minimal impact on performance.
Note: Actual limits depend on the formulation. The sample we produced for this customer is designed for a temperature range of –50 to 220 °C.
Vacuum casting vs Compression moulding: the mechanical properties of materials
In the table below, we briefly compare the material properties of vacuum casting and compression moulding, providing an overview of the key differences to help you decide which process may suit your project.
| Property | PU Shore (Vacuum Casting) | Silicone (Compression Moulding) |
| Elongation at break | 150–300 % | 300–700 % |
| Tensile strength | Low | Low |
| Elastic recovery | Good | Excellent |
| Friction | Medium | High |
| Abrasion resistance | Low | Moderate |
| Compression set | Moderate | Low |
| Typical lifespan | Short–medium | Long |
PU parts from vacuum casting offer good strength but have limited heat and ageing performance. Compression-moulded silicone parts provide higher elongation, better elastic recovery, and superior thermal and environmental stability, making them more suitable for long-term, high-temperature use.
Vacuum casting vs Compression moulding: Final result
Vacuum casting is best suited for prototypes and low-volume parts that require an excellent surface finish and fast lead times.
Parts produced by this process offer good properties but are less durable and less heat-resistant than compression-moulded parts, making them ideal for functional testing and design validation where slight variations are acceptable.
Compression moulding is more suitable for production parts and long-term use, especially when silicone or rubber materials are required. It provides higher consistency, broader hardness options, superior temperature resistance, and better ageing performance, making it the preferred choice for seals, gaskets, and components used in demanding or high-temperature environments.
From prototype to production—seamlessly
Protolis uses both processes and allows its customers to switch between them as required.
At Protolis, customers can use vacuum casting to quickly create functional samples and validate appearance and performance, then smoothly transition to compression moulding for reliable, high-volume production in real-world applications.
Case Study: Compression moulding and vacuum casting of parts
Here is a case study illustrating how Protolis implements these processes.
In the following case study, we demonstrate how compression moulding and vacuum casting are applied to produce reliable parts across a wide range of industries.
Ramp-up: A manufacturing journey with Protolis
The case study delves into the collaborative journey with our customer, spanning multiple manufacturing stages to address the unique challenges of scaling up production of a large, heavy, and structurally complex product. Click here for more details.



Summary
At Protolis, we are committed to helping our customers choose the most suitable manufacturing process for their products—be it compression moulding for durable, high-volume production or vacuum casting for precise, low-volume prototypes. Our experts provide hands-on guidance to help you strike the right balance between quality, cost, and performance. If you have any further questions about these two technologies, we are always ready to offer advice and support. Contact us now!
Continue your exploration of compression molding in other chapters:
How does compression molding work?
When to choose compression molding for prototypes and low volume manufacturing?
Benefits and limitations of compression molding