| Produkt | Sporttrainingsprodukte |
| Technologie | Schneller Spritzguss |
| Material | PC/ABS |
| Oberfläche | VDI27#, Tampondruck |
| Zeitplan | 30 Tage |
| Menge | 200 Stück |
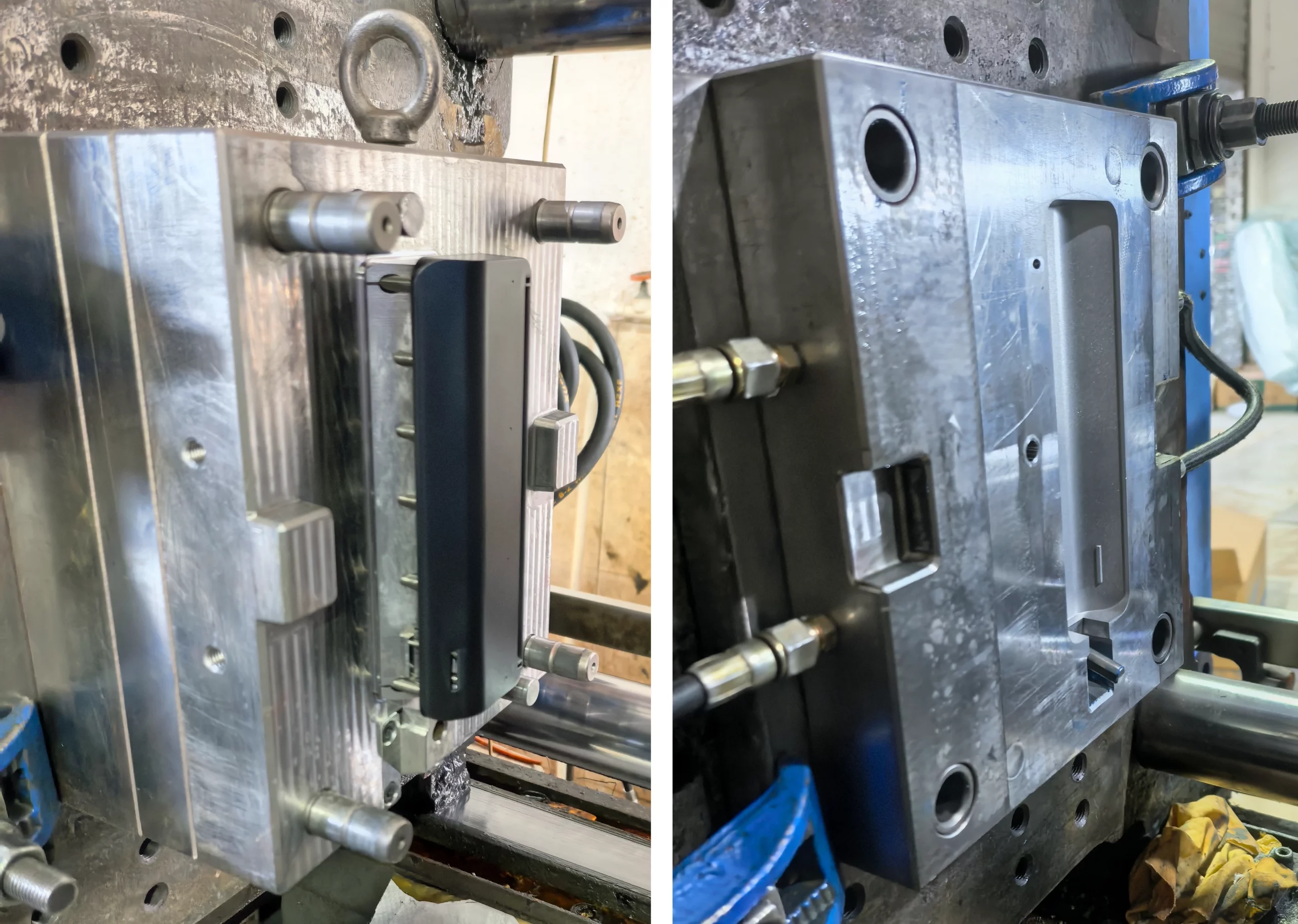
In diesem Projekt wurden wir mit der Herstellung eines präzisen Kunststoffgehäuses für ein elektronisches Gerät beauftragt. Das Bauteil erfüllt hohe Anforderungen an die Oberflächenqualität bei engen mechanischen Vorgaben und ist damit ein gutes Beispiel dafür, wie Rapid-Injection-Molding und Prototypenwerkzeuge über einfaches Prototyping hinaus nahezu serienreife Qualität liefern können.
Der Kunde trat bereits in einer frühen Entwicklungsphase an uns heran und suchte nach einem Prototypen-Spritzgusspartner, der sowohl Rapid Prototyping als auch die funktionale Validierung unterstützen konnte. Gleichzeitig benötigte er ein Maß an Oberflächenqualität und Konsistenz, das den späteren Serienbauteilen möglichst nahekommen sollte. Diese Kombination von Anforderungen bringt häufig eine Reihe von Herausforderungen mit sich, insbesondere, wenn die Zeitvorgaben eng sind.
Über unseren Kunden
Unser Kunde ist auf die Herstellung professioneller Trainingsziele für Schützenvereine spezialisiert. Dabei legt er großen Wert sowohl auf ein hochwertiges Erscheinungsbild als auch auf die praktische Funktionalität des Produkts. Unsere spritzgegossenen Teile sind darauf ausgelegt, die elektronischen Komponenten des Kunden aufzunehmen und zu schützen.

Zentrale Herausforderungen und Lösungen
Neben den optischen Anforderungen des Gehäuses mit Sichtflächen müssen auch mehrere integrierte Funktionsmerkmale berücksichtigt werden, darunter umspritzte Metalleinsätze sowie ein Logo, das einen Tampondruck erfordert. Da das Teil letztlich direkt von Endanwendern gehandhabt wird, sind sowohl die optische Qualität als auch die haptische Konsistenz von großer Bedeutung.
Wir setzten auf Quick-Turn-Spritzguss mit einem Prototypenwerkzeug, das auf iterative Optimierungen ausgelegt war. Im Rahmen des Prozesses wurden zudem mehrere Materialoptionen bewertet, um ein ausgewogenes Verhältnis zwischen Festigkeit, Haltbarkeit und Oberflächengüte zu erreichen.
Nachfolgend werden die wichtigsten Herausforderungen sowie unsere Lösungsansätze beschrieben.
1. Strenge kosmetische Anforderungen
Der Kunde gab vor, dass auf den sichtbaren Oberflächen keine erkennbaren Bindenähte auftreten dürfen. In der Praxis ist dies oft schwer umzusetzen, insbesondere bei komplexen Geometrien und mehreren Strömungsfronten. Zudem waren eine gleichmäßige Oberflächenstruktur sowie eine konsistente Farbgebung über das gesamte Gehäuse hinweg bedeutsam.
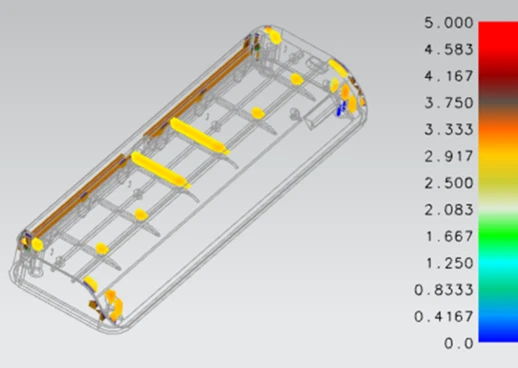
Unsere Lösungen:
- Die Bindenähteproblematik wurde frühzeitig durch eine sorgfältige Angussauslegung und eine Fließsimulation berücksichtigt. Durch die Optimierung der Angusspositionen und Fließwege konnten wir die Wahrscheinlichkeit von Nahtlinien in kritischen Bereichen minimieren.
- Während der Produktion wurden die Spritzgussparameter streng kontrolliert. Bereits geringe Temperatur- oder Druckabweichungen können Bindenähte begünstigen, weshalb die Prozessstabilität entscheidend ist.
- In Bereichen, in denen sich Nahtlinien nicht vollständig vermeiden ließen, empfahlen wir eine etwas tiefere Oberflächenstruktur – eine gängige Methode. Sie beseitigt die Bindenähte zwar nicht vollständig, reduziert jedoch ihre optische Wirkung auf ein allgemein akzeptables Maß.
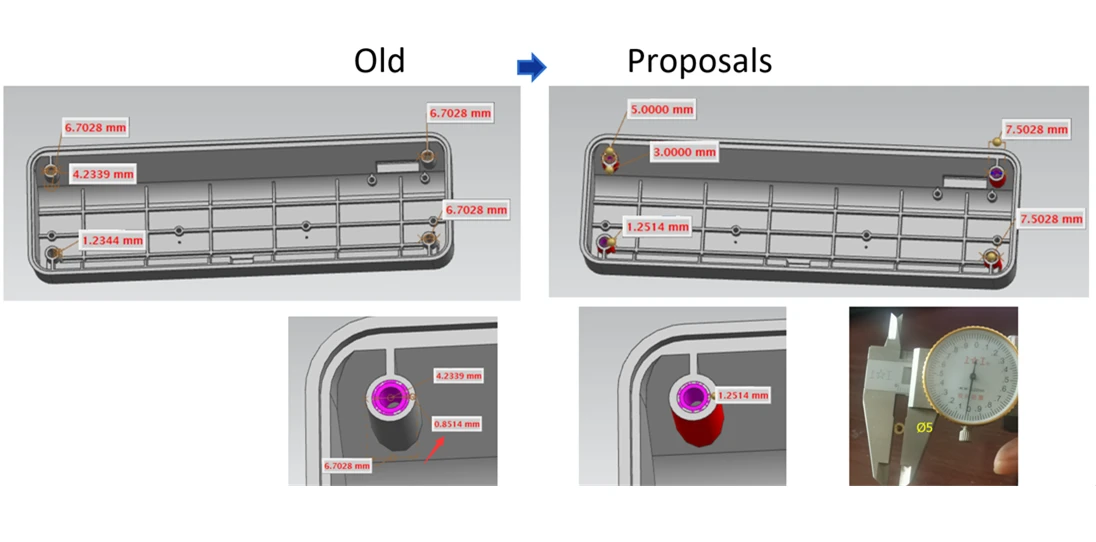
2. Hohe Montagegenauigkeit und Dichtheit
Das Bauteil erforderte enge Maßtoleranzen, wobei besonderer Wert auf die Parallelität wichtiger Funktionsflächen lag, da selbst geringfügige Abweichungen die Passgenauigkeit bei der Montage sowie die langfristige Leistungsfähigkeit beeinträchtigen konnten.
Unsere Lösung:
- Kritische Maße wurden über den gesamten Prozess hinweg identifiziert und kontrolliert – vom Werkzeugdesign bis zur Endprüfung.
- Während der Produktionsphase überwachten wir die Maßhaltigkeit über verschiedene Chargen hinweg, anstatt uns ausschließlich auf die Erstbemusterung zu verlassen.
- Darüber hinaus wurden mehrere Montagetests durchgeführt. In einigen Fällen nahmen wir kleinere Werkzeuganpassungen vor, um Passgenauigkeit und Ausrichtung weiter zu optimieren. Ein solcher iterativer Prozess ist bei engen Toleranzen häufig erforderlich.
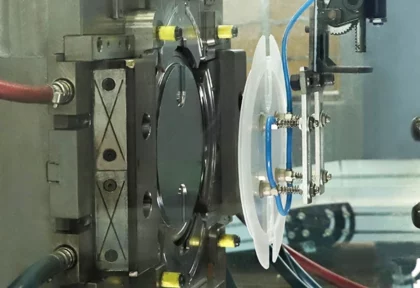
3. Umspritzte Metalleinsätze
Das Design umfasste M3-Gewindeeinsätze aus Metall, die exakt bündig mit der Kunststoffoberfläche abschließen mussten, ohne dass Kunststoffrückstände im Gewinde zurückblieben.
Unsere Lösung:
- Zur Sicherstellung einer reproduzierbaren Positionierung während des Spritzgießprozesses wurden spezielle Vorrichtungen für die Einsätze entwickelt.
- Die Prozessparameter wurden so abgestimmt, dass Materialüberlauf rund um die Einsätze verhindert wird.
- Nach dem Spritzgießen wurde jeder Einsatz geprüft und die Gewindeintegrität verifiziert. Dieses Maß an Kontrolle vermeidet in den meisten Fällen zusätzliche Reinigungsarbeiten, die ihrerseits wiederum zu Prozessschwankungen führen können.
4. Hochwertiger Tampondruck für das Logo
Der Logo-Aufdruck erforderte eine präzise Farbabstimmung sowie eine gleichbleibend hohe Druckqualität über alle Teile hinweg.
Unsere Lösung:
- Zur Verbesserung der Wiederholgenauigkeit bei gleichzeitiger Wahrung der Flexibilität wurde ein halbautomatischer Tampondruckprozess eingeführt.
- Die Farbprüfung und -anpassung erfolgten strikt nach dem Farbcodestandard des Kunden. Selbst geringe Abweichungen können auf strukturierten Oberflächen sichtbar werden, weshalb dieser Schritt besondere Aufmerksamkeit erforderte.
- Nachdem optimale Ergebnisse erzielt worden waren, wurden die Druckparameter festgeschrieben, um Schwankungen zwischen den Produktionsläufen zu minimieren.


5. Gleichbleibende Oberflächenstruktur bei unterschiedlichen Werkzeugtechnologien
Eine besondere Herausforderung ergab sich im Bereich der USB-Schnittstelle. Dieser Bereich wurde während der Bearbeitung mittels Funkenerodieren (EDM) strukturiert, wodurch sich im Vergleich zum restlichen Bauteil ein deutlich anderes Oberflächenbild ergab.
Unsere Lösung:
- Der betroffene Bereich wurde einem zusätzlichen chemischen Texturierungsverfahren unterzogen.
- Dadurch konnten wir die Oberflächenbeschaffenheit über das gesamte Gehäuse hinweg vereinheitlichen – eine praktische Lösung, wenn unterschiedliche Bearbeitungsverfahren zu optischen Unregelmäßigkeiten führen.

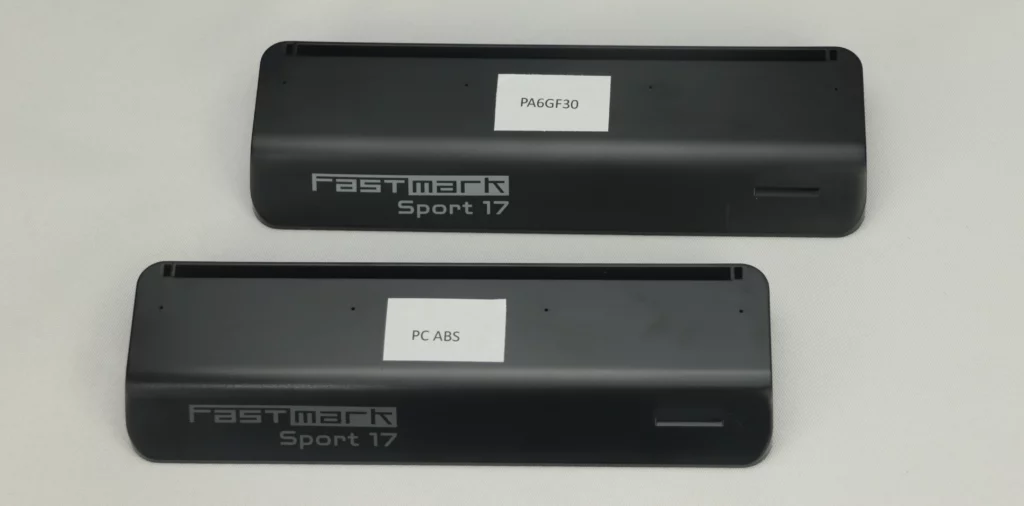
6. Validierung verschiedener Materialien
Der Kunde wollte sicherstellen, dass das ausgewählte Material sowohl funktional als auch ästhetisch die Anforderungen erfüllt. Genau hier greifen Rapid Prototyping und Kunststoffspritzguss optimal ineinander.
Unsere Lösung:
- Mehrere Materialoptionen wurden mit demselben Prototypenwerkzeug getestet (bei ähnlicher Schwindung).
- Jedes Material wurde hinsichtlich Festigkeit, Haltbarkeit und Oberflächenqualität bewertet. In einigen Fällen zeigten Materialien mit guten mechanischen Eigenschaften optische Mängel – oder umgekehrt.
- Durch diesen Prozess konnten wir einen Werkstoff empfehlen, der ein ausgewogenes Leistungsprofil aufweist.
7. Kurze Durchlaufzeit
Zeit war eine zentrale Anforderung dieses Projekts. Nach Abschluss der DFM-Analysen benötigte der Kunde die ersten Spritzgussteile so schnell wie möglich – bei gleichzeitig hohen Anforderungen an die Oberflächenqualität und die mechanischen Eigenschaften.
Unsere Lösung:
- Nach der DFM-Validierung gingen wir unmittelbar in den Werkzeugbau und die Fertigung über.
- Durch die Kombination aus Quick-Turn-Spritzguss und effizientem Projektmanagement konnten wir die ersten Teile in weniger als drei Wochen liefern.
- So erhielt der Kunde die Möglichkeit einer validen Überprüfung, ohne Abstriche bei der Teilequalität machen zu müssen.
Endergebnis und strategische Vorteile
Durch die Kombination aus Prototypenwerkzeugen und einem kontrollierten Spritzgussprozess konnten wir innerhalb kürzester Zeit Bauteile liefern, die sowohl die optischen als auch die mechanischen Anforderungen des Kunden erfüllten. Das finale Gehäuse überzeugte durch eine konsistente Oberflächenstruktur, präzise Passgenauigkeit bei der Montage sowie eine zuverlässige Integration der Einsätze. Vor allem aber hat das Projekt gezeigt, dass das Quick-Turn-Spritzgussverfahren nicht nur für eine schnelle Umsetzung, sondern auch für eine qualitätsorientierte Produktentwicklung genutzt werden kann. Bei sorgfältiger Umsetzung ermöglicht es Teams, Design-, Material- und Prozessentscheidungen unter realistischen Bedingungen zu validieren – lange bevor die Serienproduktion startet.
In den meisten Fällen zahlt sich diese frühe Investition in Qualität später aus, indem Risiken reduziert, Entwicklungszyklen verkürzt und kostspielige Nacharbeiten vermieden werden.
Wenn Sie ähnliche Projekte mit kleinen Produktionsserien unter Einsatz verschiedener Fertigungstechnologien und Nachbearbeitungsverfahren validieren möchten, kontaktieren Sie Protolis. Unser Engineering-Team unterstützt Sie bei der Materialauswahl, der Werkzeugstrategie und der Prozessoptimierung ganz nach Ihren individuellen Anforderungen. Kontaktieren Sie uns gerne, um Ihr Projekt im Detail mit uns zu besprechen!