| Product | Sport training products |
| Technology | Injection |
| Material | PC/ABS |
| Finish | VDI27#, pad painting |
| Timeline | 30 days |
| Quantity | 200 pcs |
In this project, we were tasked with producing a precision plastic casing for an electronic device. The part combined demanding cosmetic expectations with tight mechanical requirements, making it a strong example of how rapid injection moulding and prototype tooling can be pushed beyond simple prototyping in near-production quality.
The customer approached us at an early stage of development, seeking a prototype moulding service to support both rapid prototyping and functional validation. At the same time, they needed a level of finish and consistency that closely resembled those of final mass-produced parts. This combination often poses several challenges, especially when timelines are tight.
About our client
Our customer specialises in producing professional training targets for shooting clubs. They place strong emphasis on both, refined aesthetics and practical functionality. Our injection-moulded parts are designed to house and protect their electronic components.

Key challenges and solutions
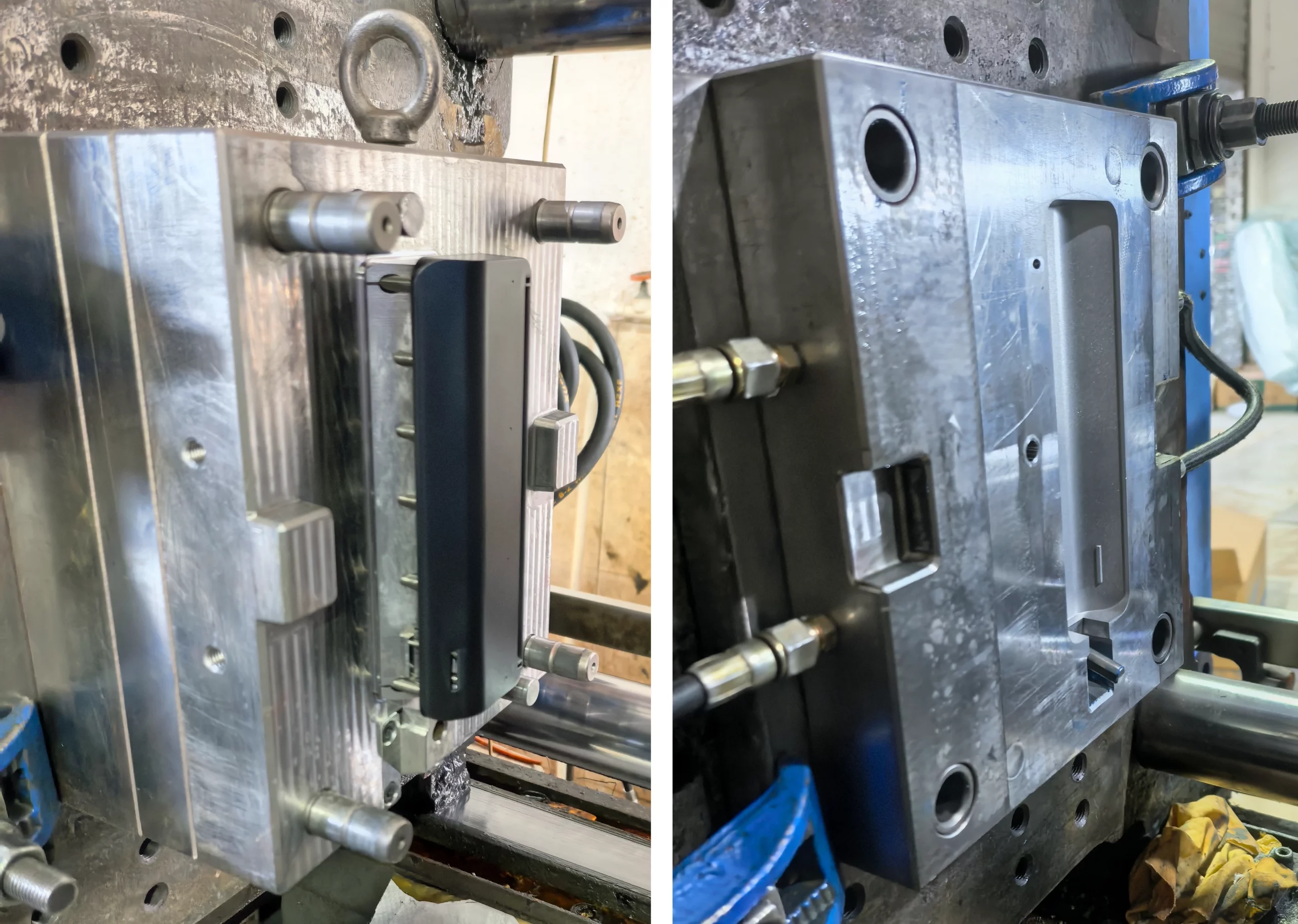
The component is a visible housing with integrated functional features, including overmoulded metal inserts and a branded surface that requires pad printing. The part will ultimately be handled directly by end users, so both visual quality and tactile consistency matter.
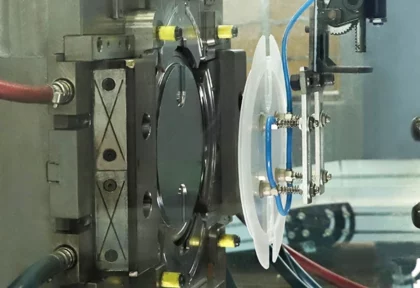
We used quick turn injection moulding with a prototype mould designed for iterative refinement. Several material options were evaluated during the process to balance strength, durability, and surface appearance.
Here are the key challenges and solutions
1. High cosmetic requirements
The customer specified that no visible weld lines should be present on the exposed surfaces. In practice, this is rarely straightforward, particularly with complex geometries and multiple flow fronts. Uniform texture and consistent colour across the entire casing were also essential.
Our solutions:
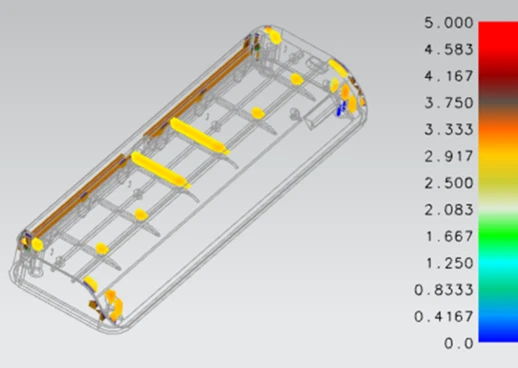
- Weld line management was addressed early through careful gate design and flow simulation. By adjusting gate location and flow paths, we minimised the likelihood of weld lines forming in critical areas.
- Injection parameters were tightly controlled during production. Small variations in temperature or pressure can make weld lines more visible, so process stability was key.
- In areas where weld lines could not be eliminated entirely, we recommended a slightly deeper texture—a common industry technique. It does not remove the weld line, but it reduces its visual impact to a level that is generally acceptable.
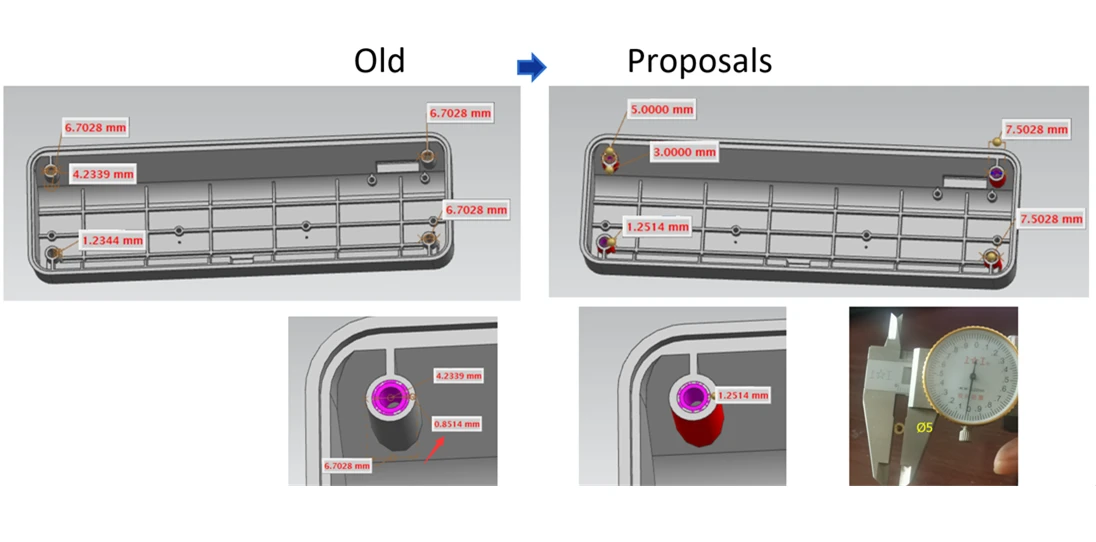
2. High assembly accuracy and tightness
The part required tight dimensional tolerances, with particular emphasis on parallelism across key surfaces. Even minor deviations could affect assembly fit and long-term performance.
Our solutions:
- Critical dimensions were identified and controlled throughout the entire workflow, from mould design to final inspection.
- During the production phase, we monitored dimensional consistency across batches rather than relying solely on first-article inspection.
- Multiple rounds of assembly testing were carried out. In a few cases, minor adjustments were made to the mould to improve fit and alignment. This iterative loop is often necessary when tolerances are tight.
3. Overmoulded metal inserts
The design included M3 threaded metal inserts that needed to sit perfectly flush with the plastic surface. At the same time, no plastic residue was allowed to remain in the threads.
Our solutions:
- Insert positioning fixtures were designed to ensure repeatable placement during moulding.
- Process parameters were optimised to prevent material overflow around the inserts.
- After moulding, each insert was inspected, and thread integrity was verified. In most cases, this level of control avoids the need for secondary cleaning operations, which can introduce variability.
4. High-quality pad printing for the logo
The branding element required precise colour matching and consistent print quality across all parts.
Our solutions:
- A semi-automatic pad printing process was implemented to improve repeatability while maintaining flexibility.
- Colour testing and adjustment were carried out strictly in accordance with the customer’s colour code. Slight variations can be noticeable on textured surfaces, so this step required careful attention.
- Printing parameters were locked once optimal results were achieved, thereby reducing variation across production runs.


5. Consistent texture across different mould technologies
One interesting challenge came from the USB interface area. This region had been textured by EDM during machining, resulting in a noticeably different surface appearance compared to the rest of the part.
Our solutions:
- We applied an additional chemical texturing process to the affected area.
- It allowed us to harmonise the surface finish across the entire casing. It is a practical solution when different tooling processes introduce visual inconsistencies.

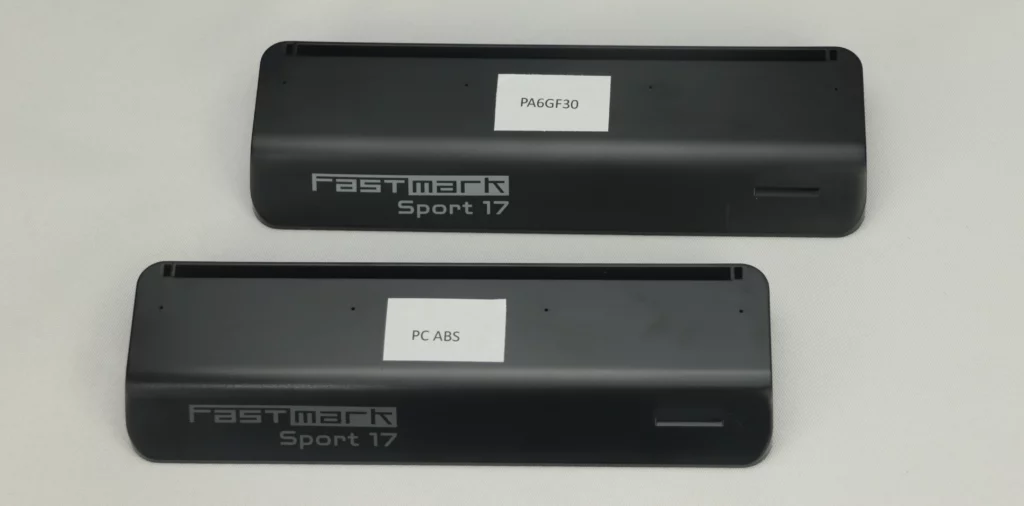
6. Multi-material validation
The customer needed assurance that the selected material would meet both, functional and aesthetic requirements. This is where rapid prototyping and plastic injection really come together.
Our solutions:
- Several material options were tested using the same prototype mould (with a similar shrinkage rate).
- Each material was evaluated for strength, durability, and surface finish. In some cases, materials that performed well mechanically showed limitations in appearance, or vice versa.
- Through this process, we were able to recommend a material that offered a balanced performance profile.
7. Fast turnaround
Speed was also a key requirement for this project. Once the DFM reviews were completed, the customer needed the first injection-moulded parts as quickly as possible, while maintaining high cosmetic and mechanical standards.
Our solutions:
- After DFM validation, we rapidly moved into mould manufacturing and production.
- By combining quick turn injection moulding with efficient project management, we delivered the first parts in less than three weeks, providing the customer with a fast, realistic basis for validation without sacrificing part quality.
Final result and strategic benefits
By combining prototype tooling with a controlled injection moulding process, we delivered parts that met the customer’s cosmetic and mechanical expectations in a very short time. The final casing demonstrated consistent texture, precise assembly fit, and reliable insert integration. More importantly, the project highlighted how quick turn injection moulding can be used not just for speed but for quality-driven development. When managed carefully, it allows teams to validate design, material, and process decisions realistically, well before moving to full-scale production.
In most cases, that early investment in quality pays off later by reducing risk, shortening development cycles, and avoiding costly redesigns.
If you are looking to validate similar projects with small production runs using different manufacturing technologies and post-treatment options, contact Protolis now! Our engineering team can guide you through material selection, tooling strategies, and process optimisation based on your specific requirements. Feel free to contact us and discuss your project in more detail!