| Produit | Équipement pour l’entraînement sportif |
| Technologie | Injection plastique |
| Matière | PC/ABS |
| Finition | VDI27#, tampographie |
| Calendrier | 30 jours |
| Quantité | 200 pièces |
Un client, spécialisé dans la fabrication de cibles d’entraînement professionnelles, a chargé Protolis de réaliser un boîtier plastique destiné à accueillir un dispositif électronique. Le cahier des charges comprenait des exigences élevées, aussi bien en termes esthétiques qu’au niveau des tolérances et caractéristiques de résistance mécanique. Nous avons choisi ce projet comme exemple, car il démontre comment le moulage par injection rapide et l’outillage prototype peuvent dépasser le cadre du simple prototypage pour atteindre des niveaux de qualité proches d’une production en série.
Nous avons été sollicités à un stade précoce du développement, car le client recherchait un service de moulage prototype capable d’assurer à la fois le prototypage rapide et la validation fonctionnelle. Le client recherchait, par ailleurs, un niveau de finition et de répétabilité proche de celui d’une production de masse, ainsi que des délais courts. Ces contraintes combinées font généralement émerger plusieurs défis que nous allons détailler.
À propos de notre client
Ce client est spécialisé dans la fabrication de cibles d’entraînement professionnelles pour clubs de tir. Il accorde une importance particulière aux dimensions esthétiques et fonctionnelles. Les pièces produites en injection plastique dans le cadre de ce projet sont destinées à accueillir et protéger les composants électroniques des cibles.

Principaux défis et solutions
La pièce à fabriquer est un boîtier comportant une surface visible, dont une surface de marquage nécessitant une tampographie. Comme la cible est destinée à une manipulation directe par l’utilisateur final, la qualité visuelle et la texture au toucher sont donc des aspects essentiels.
Par ailleurs, la pièce intègre des inserts métalliques surmoulés afin de permettre l’assemblage. Pour ce projet, nous avons opté pour un moulage par injection rapide, à partir d’un moule prototype conçu pour permettre de nombreuses itérations. Plusieurs matériaux ont été testés afin d’optimiser la résistance, la durabilité et les aspects de surface.
1. Exigences esthétiques élevées
Le client exigeait l’absence de lignes de soudure visibles sur les surfaces exposées, ce qui est difficile à réaliser avec des géométries complexes. Une texture uniforme et une couleur homogène étaient également essentielles.
Solutions choisies par Protolis :
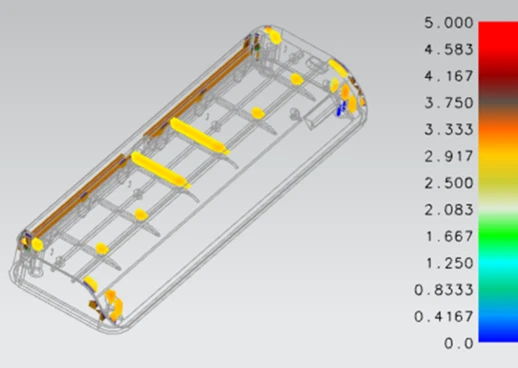
- Gestion des lignes de soudure assurée par une conception optimisée des points d’injection ainsi que par des simulations de l’écoulement. En ajustant l’emplacement des points d’injection et les trajets d’écoulement, nous avons réduit au minimum le risque de formation de lignes de soudure dans les zones critiques.
- Contrôle strict des paramètres d’injection (température, pression). De légères variations de température ou de pression peuvent en effet rendre les lignes de soudure plus visibles.
- Utilisation d’une texture plus prononcée dans les zones critiques, afin d’atténuer la visibilité des défauts. Cette méthode courante ne supprime pas la ligne de soudure, mais réduit son impact visuel.
2. Étanchéité et précision d’assemblage
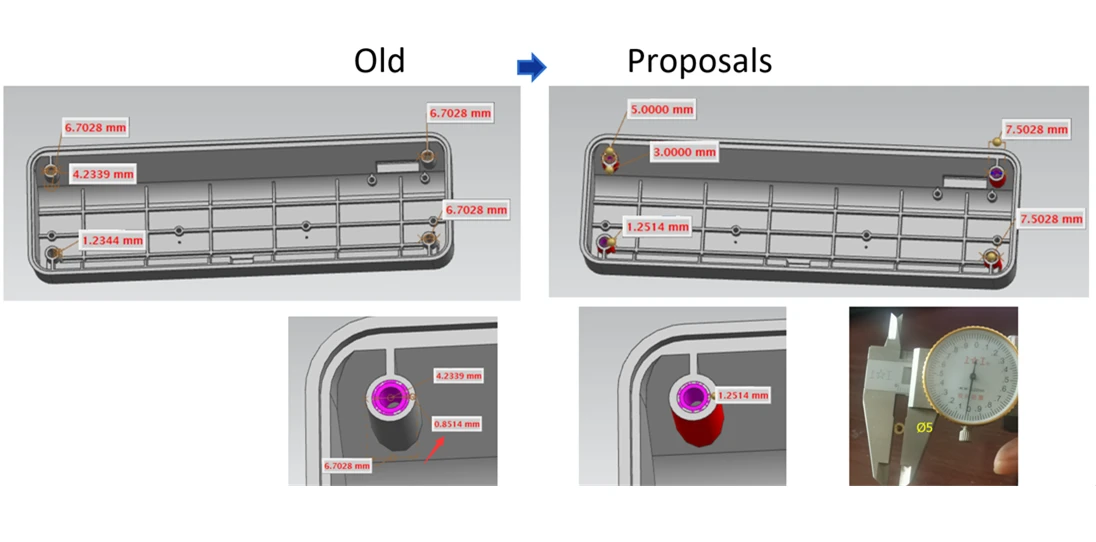
Le cahier des charges imposait des tolérances dimensionnelles très strictes et une attention particulière devait être portée au parallélisme des surfaces en contact. En effet, même des écarts minimes peuvent nuire à l’ajustement lors de l’assemblage, et donc à l’étanchéité et aux performances à long terme.
Solutions proposées par Protolis :
- Identification des côtes critiques et contrôle des tolérances tout au long du processus, depuis la conception du moule jusqu’à l’inspection finale.
- Suivi des variations dimensionnelles sur l’ensemble des lots, pas uniquement sur la première pièce. La cohérence dimensionnelle est ainsi garantie.
- Tests d’assemblage répétés et modifications mineures du moule afin d’améliorer l’ajustement et l’alignement. Ce processus itératif s’avère nécessaire lorsque les tolérances sont réduites.
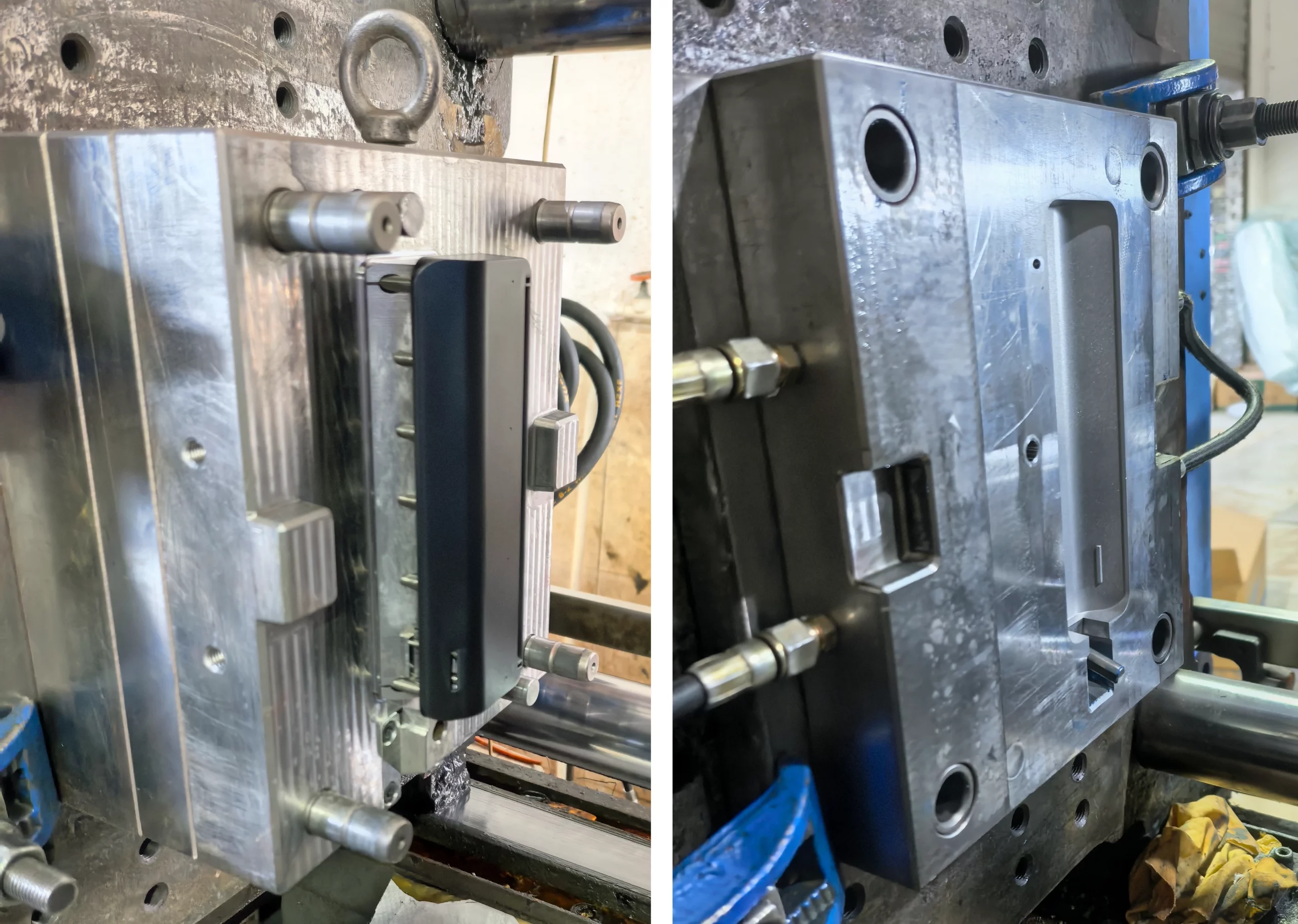
3. Surmoulage d’inserts métalliques
Le design devait inclure des inserts filetés M3 parfaitement affleurants, sans résidus plastiques dans les filets, pour un assemblage optimal.
Nos solutions :
- Mise en place d’outillages de positionnement précis, pour assurer la répétabilité lors du moulage.
- Réglage des paramètres d’injection pour éviter les bavures autour des inserts métalliques.
- Inspection systématique des inserts et de l’intégralité du filetage, après moulage. Ce niveau de contrôle permet d’éviter les opérations de nettoyage secondaires, qui peuvent être source de variations.
4. Logo : tampographie de haute qualité
Comme le logo représente l’identité de la marque, une correspondance précise des couleurs et une qualité d’impression homogène sur toutes les pièces était exigée.
Solutions choisies par Protolis :
- Mise en œuvre d’un procédé de tampographie semi-automatique pour garantir la répétabilité tout en conservant une flexibilité.
- Ajustement précis des couleurs selon le code couleur du client. Cette étape a demandé une attention particulière, car de légères variations peuvent être perceptibles sur les surfaces texturées.
- Verrouillage des paramètres d’impression après validation, afin de réduire les variations entre les cycles de production.


5. Des textures uniformes
Pour la zone du boîtier assurant l’interface USB, le grainage a été réalisé par usinage (électroérosion), ce qui donnait à cette zone un aspect de surface différente du reste du moule. Le défi était donc d’obtenir une texture homogène sur l’ensemble de la pièce.
La solution proposée par Protolis :
- Application d’un traitement chimique de texturation complémentaire sur la zone concernée. Cette solution est utilisée lorsque différents procédés d’usinage entraînent des incohérences visuelles. Elle permet d’harmoniser la finition de surface sur l’ensemble du boîtier.
- Elle permet d’harmoniser la finition de surface sur l’ensemble du boîtier.

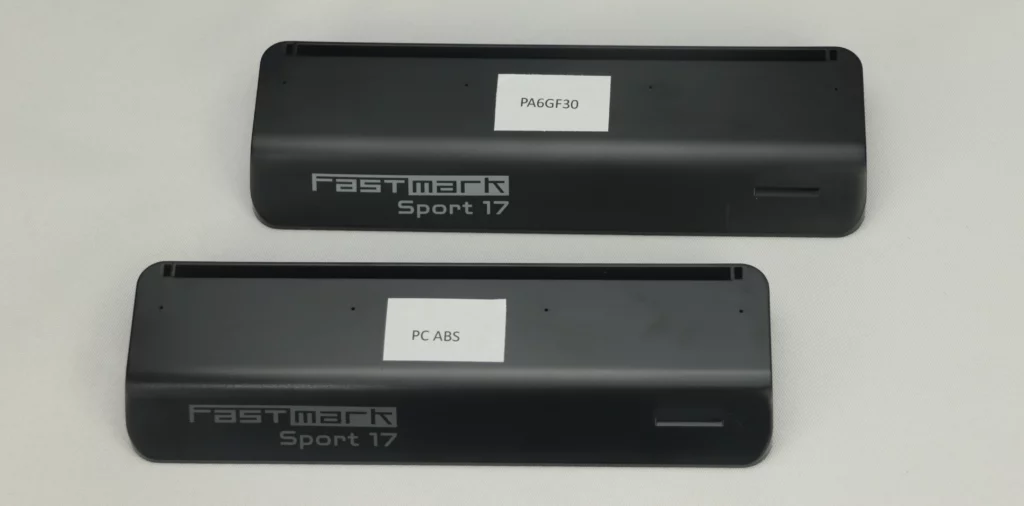
6. Validation multi-matériaux
Le client devait s’assurer que le matériau répondrait à la fois aux critères techniques et esthétiques, d’où le choix du prototypage rapide et du moulage par injection plastique.
Solutions choisies par Protolis :
- Test de plusieurs matériaux, dans le même moule prototype (retrait équivalent).
- Évaluation mécanique et visuelle comparative : résistance, durabilité et finition.
- Recommandation d’un matériau offrant un compromis optimal performance/aspect, sur la base d’un processus de sélection.
7. Rapidité d’exécution
Le client souhaitait obtenir rapidement les premières pièces moulées, après validation des analyses DFM (Design for Manufacturing).
Solution :
- Après validation DFM, nous sommes rapidement passés à la fabrication des moules et à la production.
- En combinant un moulage par injection prototype et une gestion de projet efficace, nous avons livré les premières pièces en moins de trois semaines.
- Le client disposait ainsi d’une base de validation rapide et réaliste, sans compromettre la qualité des pièces.
Résultat final et avantages stratégiques
Combiner le prototypage avec un processus contrôlé de moulage par injection, nous a permis de fournir des pièces répondant à la fois aux attentes esthétiques et mécaniques du client, et ceci dans un délai très court. Le boîtier final présentait toutes les caractéristiques demandées au cahier des charges, c’est-à-dire une texture homogène, un ajustement précis lors de l’assemblage et une intégration fiable des inserts. Ce projet prouve par ailleurs que le moulage par injection rapide est non seulement utilisable pour gagner en rapidité, mais aussi pour développer des pièces de qualité.
Lorsque l’injection rapide est bien gérée, elle permet ainsi aux donneurs d’ordre de valider des choix réalistes de conception, matériaux et procédés, et ceci bien avant de passer à une production à grande échelle. Cet investissement précoce dans la qualité s’avère généralement payant, puisqu’il raccourcit les cycles de développement et évite des modifications de conception coûteuses. Vous souhaitez valider des projets similaires, en petites séries, avec différentes technologies de fabrication et options de post-traitement ?
Choisissez Protolis : notre équipe d’ingénieurs vous guidera dans le choix des matériaux, les stratégies d’outillage adaptées et l’optimisation des processus selon vos besoins spécifiques. N’hésitez pas à nous contacter, pour discuter de votre projet plus en détail !