Das Abdichten von Gehäusen für Unterhaltungselektronik, Messgeräte, medizinische Geräte und andere Geräte bietet nicht nur einen wirksamen Schutz vor Feuchtigkeit, sondern auch vor Staub und Sand sowie eine mehr oder weniger lange Beständigkeit gegenüber dem Eintauchen.
Darüber hinaus ist Wasserdichtigkeit nicht nur ein optionales Konstruktionsmerkmal. Bei einem Gehäuse, das für den Einsatz im Freien oder in feuchten bzw. verschmutzten Umgebungen gedacht ist, gewährleistet eine gute Abdichtung die Langlebigkeit und Leistungsfähigkeit des Geräts, während eine mangelhafte Dichtung Fehlfunktionen begünstigt und die Lebensdauer verkürzt.
Je nach Branche gibt es zahlreiche Normen zur Klassifizierung und Bewertung des Schutzgrades mechanischer und elektrischer Gehäuse gegen das Eindringen von Feuchtigkeit, Staub, festen Fremdkörpern und Stößen. Die bekannteste ist die Norm IEC 60529 mit ihrem IP-Klassifizierungssystem, das sich auf dem Etikett nahezu aller Geräte der Unterhaltungselektronik wiederfindet.
Rapid-Prototyping-Methoden eignen sich besonders gut, um die Dichtheit Ihrer Konstruktionen bereits in einer frühen Entwicklungsphase zu testen. Dadurch wird sichergestellt, dass das Produkt alle Anforderungen des Lastenhefts erfüllt, bevor es in die Serienproduktion überführt wird.
In diesem Konstruktionsleitfaden stellen wir Ihnen zunächst die Norm IEC 60529 kurz vor, bevor wir einige zentrale Konstruktionsprinzipien näher beleuchten.
Schutzart gegen Wasser (IP-Code)
Die internationale Norm IEC 60529 (früher IEC 529) legt ein System zur Klassifizierung des Schutzgrades fest, den elektrische und mechanische Gehäuse bieten. Diese weltweit anerkannte Norm bewertet anhand eines zweistelligen IP-Codes (Ingress Protection) den Schutz, den diese Gehäuse gegen feste Fremdkörper und Wasser bieten.
- Erste Ziffer (0–6): Schutzgrad gegen feste Fremdkörper (z. B. 5 = staubgeschützt)
- Zweite Ziffer (0–9): Schutzgrad gegen Flüssigkeiten (z. B. 7 = geschützt gegen zeitweiliges Untertauchen in Wasser)
Beispiel:
IP54 bezeichnet ein Gehäuse, das gegen Staub und Spritzwasser geschützt ist.
IP67 bedeutet, dass das Gehäuse vollständig staubdicht ist und ein zeitweiliges Untertauchen in Wasser übersteht.
Diese Standardisierung der Schutzarten liefert Herstellern und Anwendern klare Vorgaben, erleichtert den Vergleich von Produkten auf internationalen Märkten und unterstützt bei der Auswahl geeigneter Gehäuse für die jeweilige Betriebsumgebung.
Tabelle 1 und 2 enthalten Einzelheiten zu den einzelnen Schutzklassen.
| Kennziffer | Schutz gegen feste Fremdkörper |
| 0 | Kein Schutz |
| 1 | Schutz gegen große feste Fremdkörper (> 50 mm) |
| 2 | Schutz gegen mittelgroße feste Fremdkörper (> 12,5 mm) |
| 3 | Schutz gegen kleine feste Fremdkörper (> 2,5 mm) |
| 4 | Schutz gegen sehr kleine feste Fremdkörper (> 1 mm) |
| 5 | Begrenztes Eindringen von Staub (staubgeschützt) |
| 6 | Vollständiger Schutz gegen das Eindringen von Staub (staubdicht) |
| Kennziffer | Schutz gegen Wasser |
| 0 | Kein Schutz |
| 1 | Schutz gegen senkrecht Tropfwasser |
| 2 | Schutz gegen Tropfwasser bei einer Neigung des Geräts bis zu 15° |
| 3 | Schutz gegen Sprühwasser bei einer Neigung des Geräts bis zu 60° |
| 4 | Schutz gegen Spritzwasser aus allen Richtungen |
| 5 | Schutz gegen Strahlwasser mit niedrigem Druck aus allen Richtungen |
| 6 | Schutz gegen starkes Strahlwasser |
| 7 | Schutz gegen zeitweiliges Untertauchen (typisch: 1 m / 30 min) |
| 8 | Schutz gegen dauerhaftes Untertauchen unter festgelegten Bedingungen |
| 9K | Schutz gegen Wasserstrahlen mit sehr hohem Druck und hoher Temperatur (Hochdruckreinigung aus kurzer Distanz) |
Sonderfall: Eine Ziffer wird durch ein „x“ ersetzt
Ein „x“ markiert eine nicht definierte Schutzart (meistens für Staub). Die Schutzart IPx4 bedeutet beispielsweise, dass das Gehäuse gegen Spritzwasser aus allen Richtungen geschützt ist, ohne einen Schutz gegen feste Fremdkörper zu spezifizieren.
Konformitätsprüfungen
Neben dem Schutzartcode (IP) definiert die Norm auch standardisierte Prüfverfahren, wie in Tabelle 3 für die Anforderungen an Wasser-Dichtigkeitsprüfungen exemplarisch dargestellt. Zudem wurden im Laufe der Jahre zahlreiche branchenspezifische Normen harmonisiert, um die Anforderungen der IEC 60529 in ihre Produkte zu integrieren und branchenspezifische Schutzarten festzulegen.
Beispiel:
Dies gilt insbesondere für die Normenreihe IEC 60601, die sich mit der Sicherheit und Leistungsfähigkeit elektromedizinischer Geräte befasst.
| Kennziffer | Art der Einwirkung | Ausrüstung | Abstand / Konfiguration | Durchfluss / Bedingung | Dauer |
| 0 | — | — | — | — | — |
| 1 | Senkrecht fallende Tropfen | Tropfvorrichtung | ≤ 200 mm | 10.5 mm/min | 10 min |
| 2 | Geneigte Tropfen (15°) | Tropfvorrichtung | ≤ 200 mm | 30.5 mm/min | 10 min |
| 3 | Sprühwasser / Regen | Rohr oder Düse | 200 mm; 300–500 mm | 0,07 l/min pro Öffnung; 10 l/min | ≥ 5–10 min |
| 4 | Spritzwasser | Rohr oder Düse | 200 mm; 300–500 mm | Breiterer Sprühwinkel | ≥ 5–10 min |
| 5 | Strahlwasser | Düse 6,3 mm | 2.5–3 m | 12.5 l/min | ≥ 3 min |
| 6 | Starkes Strahlwasser | Düse 12,5 mm | 2.5–3 m | 100 l/min | ≥ 3 min |
| 7 | Eintauchen | Behälter | ≥ 1 m Tiefe | Statisches Eintauchen | 30 min |
| 8 | Dauerhaftes Eintauchen | Behälter | ≥ 1 m Tiefe¹ | Dauerhaftes Eintauchen¹ | ¹ |
| 9K | Hochdruck- / Dampfstrahl | Düse | 100–150 mm | 14–16 l/min; 80–100 bar; 80 °C | 30 s pro Winkel; insgesamt 2 min |
Tabelle 3 – Anforderungen an Wasserdichtigkeitsprüfungen gemäß IEC 60529
Konstruktion wasserdichter Gehäuse: zentrale Konzepte und häufige Fehlerquellen
Die Wasserdichtigkeit eines Geräts hängt von mehreren entscheidenden Faktoren ab. Um einen zuverlässigen und dauerhaften Schutz zu gewährleisten, erfordern die folgenden Aspekte besonderes Augenmerk:
- Gehäuseverbindungen: Schnittstellen zwischen Gehäuseober- und Unterteil
- Tasten: eine häufige Herausforderung bei der wasserdichten Konstruktion
- Batteriefächer: für den Nutzer zugängliche Batteriefächer und Abdeckungen
- Weitere Funktionsdurchbrüche: Sensor- und Kabeldurchführungen
Um diese Herausforderungen zu bewältigen, greifen Konstrukteure bei der Entwicklung wasserdichter Gehäuse oft auf bewährte Verfahren zurück, wie Dichtmassen, Ultraschallschweißen, Zwei-Komponenten-Spritzguss (Two-Shot-Molding), Insert-Molding oder O-Ringe.
Mängel an wasserdichten Konstruktionen sind häufig vorhersehbar und stehen meist mit einem der folgenden Probleme in Zusammenhang:
- Deformation: Verformung oder Verzug von Kunststoffteilen
- Fehlausrichtung: versetzte oder ungleichmäßige Dichtflächen
- Dichtungskompression: zu gering oder zu hoch
- Strukturelle Schwächen: unzureichende Gehäusesteifigkeit, die zu einem Aufspreizen der Fugen führt
- Ungleichmäßiger Druck: ungleichmäßige Anordnung der Verschraubungspunkte, was zu einer lokalen Über- oder Unterkompression führt
- Gewindeversagen: abgerissene selbstschneidende Gewinde, die zu ungleichmäßiger Verschraubung und Bruchstellen führen
Es wird daher empfohlen, diese Aspekte sorgfältig zu prüfen, um Dichtigkeitsprobleme in Ihrer Konstruktion zu vermeiden!
Protolis – Ihr Partner für Prototypenfertigung und Kleinserienproduktion
Rapid-Prototyping-Techniken sind besonders hilfreich, um die Dichtigkeit Ihres Designs bereits in einer frühen Entwicklungsphase zu testen.
Protolis unterstützt Sie bei der Prototypenentwicklung und Kleinserienfertigung von kundenspezifischen Bauteilen und komplexen Baugruppen.
Unsere maßgeschneiderten Lösungen vereinen Schnelligkeit und Präzision, um Prototypen in Industriequalität weltweit innerhalb kurzer Lieferzeiten zu liefern.
Wasserdichtigkeit von Gehäusen: zu berücksichtigende technische Parameter
Da Geräte, die eine maximale Dichtigkeit erfordern, in der Regel im Spritzgussverfahren hergestellt werden, konzentriert sich dieser Abschnitt hauptsächlich auf den Kunststoffspritzguss. Es existieren jedoch auch andere Fertigungstechnologien für Gehäuse. Auf dieser Seite finden Sie zudem allgemeine Konstruktionshinweise zur Herstellung medizinischer Gehäuse.
1. Beherrschung von plastischer Verformung und Eigenspannung
Das Risiko einer plastischen Verformung tritt in der Regel bereits in der frühen Entwurfsphase auf und kann den gesamten Entwicklungszyklus begleiten.
Theoretisch lässt sich diese Verformung durch folgende Maßnahmen kontrollieren:
- Angussgestaltung verbessern
- Kühlkanäle optimieren
- Spritzgussparameter optimieren
- Versteifungsrippen hinzufügen
- Entformungsschrägen erhöhen
In der Praxis kann die Beherrschung dieser Verformungen jedoch aufgrund geometrischer Einschränkungen schwierig sein, da häufig gekrümmte Gehäusetrennlinien sowie stark eingeschränkte Innengestaltungen vorliegen, die zu ungleichmäßigen Wandstärken führen.
Diese beiden Faktoren schaffen ideale Bedingungen für Verzug bei spritzgegossenen Bauteilen.
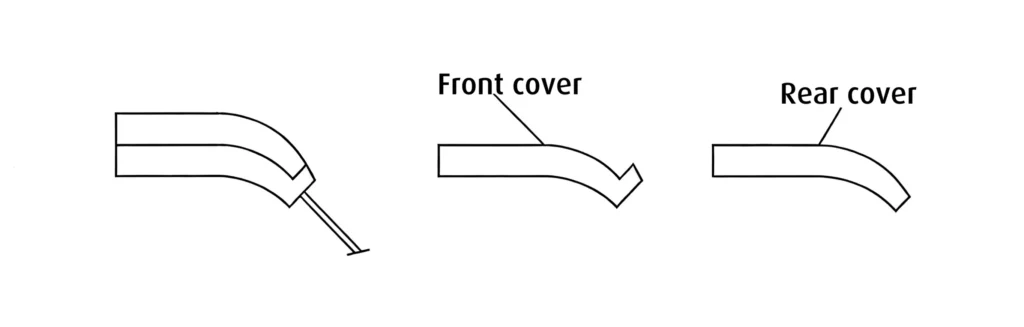
Deformationen können daher mit Eigenspannungen beim Spritzgießen im Zusammenhang stehen, wie in Abbildung 1 dargestellt.
In solchen Fällen reichen einfache konstruktive Anpassungen (Hinzufügen von Versteifungsrippen, Vergrößern der Entformungsschrägen, Optimieren der Positionierung der Auswerferstifte usw.) häufig nicht aus, um eine ordnungsgemäße Dichtigkeit zu gewährleisten.
Es kann zudem sinnvoll sein, das Bauteil nach dem Formen in einer Vorrichtung zu fixieren, um eine kontrollierte Abkühlung zu gewährleisten und dadurch innere Spannungen abzubauen, während das Material vollständig aushärtet.
Konstruktionsvariante
Es sei zudem darauf hingewiesen, dass eine gute Abdichtung nicht zwangsläufig eine Gehäusekonstruktion erfordert, die aus einem oberen und einem unteren Gehäuseteil besteht.
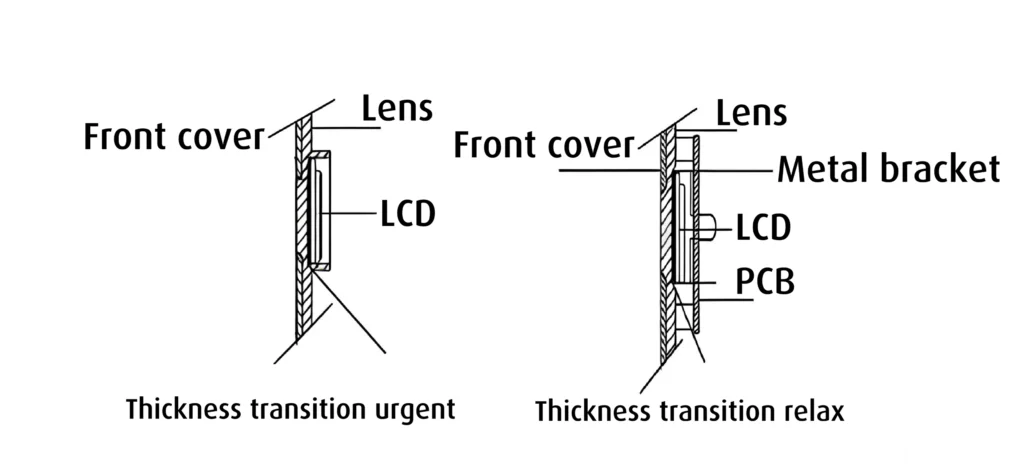
In der in Abbildung 2 dargestellten Konstruktionsvariante umschließt das Außengehäuse eine transparente Linse.
Sofern keine Wasserdichtigkeit erforderlich ist, ist die links dargestellte Konstruktion trotz eines leichten Verformungsrisikos akzeptabel.
Andernfalls ist Stabilität, sobald ein O-Ring erforderlich ist, von entscheidender Bedeutung. Die rechts abgebildete empfohlene Konstruktion verwendet deshalb eine 0,15 mm dicke Metallabdeckung, um den LCD-Bildschirm und die Elektronikplatine zu umschließen, wobei die Baugruppe direkt auf die Linse geschraubt wird. Dieser Ansatz reduziert Deformationen durch Spritzguss erheblich und gewährleistet eine hervorragende Wasserdichtigkeit.
Testen Sie die Dichtigkeit Ihrer Kunststoffgehäuse mit Protolis
Zur Prüfung der Dichtigkeit Ihres Designs ist der Einsatz von Rapid-Spritzguss die beste Option. Der Rapid-Spritzguss ermöglicht die Herstellung von Bauteilen mit optimaler Qualität unter Verwendung geeigneter Rohmaterialien.
Protolis führt DFM-Optimierungen durch, die der Serienversion sehr nahekommen (gleiches Angussdesign, Kühlkanäle, Einspritzparameter usw.), was eine reibungslosere und besser vorhersehbare Überführung in die Serienfertigung gewährleistet.
2. Ausrichtung der Dichtflächen
Das Ultraschallschweißen ist ein wirksames Verfahren zur Gewährleistung der Wasserdichtigkeit, sofern die Geometrie der Teile dafür geeignet ist. Beim Ultraschallschweißen ist die Kontaktfläche zwischen den zu verbindenden Teilen entscheidend, da sie Folgendes ermöglichen muss:
- Konzentration der Ultraschallenergie
- Kontrolliertes Aufschmelzen des Polymers
- Kontrollierter Fluss des geschmolzenen Materials
- Bildung einer homogenen und reproduzierbaren Schweißnaht
Die Wasserdichtigkeit lässt sich durch doppelte Schweißnähte weiter verbessern (Abbildung 3.1), allerdings ist dieser Ansatz nur zuverlässig, wenn das Gehäuse ausreichend steif ist und die Schweißnaht durchgehend verläuft.
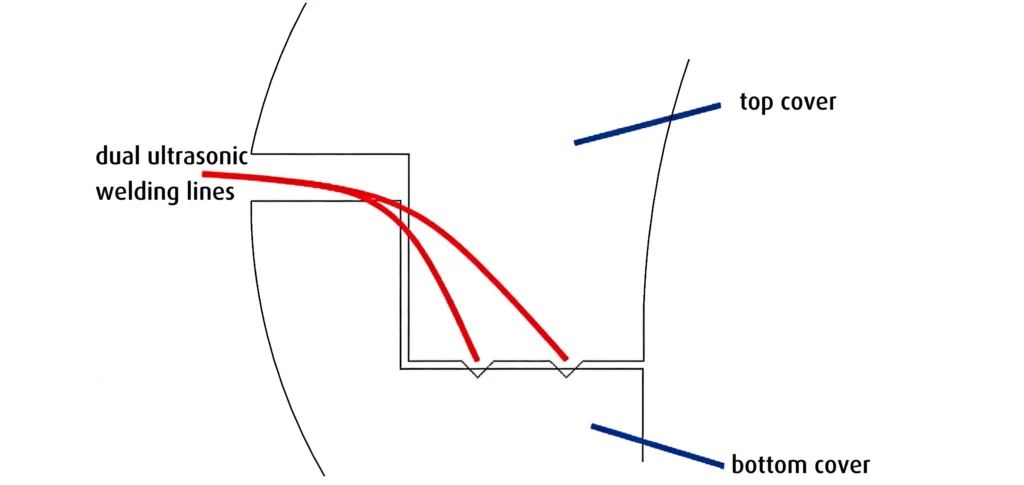
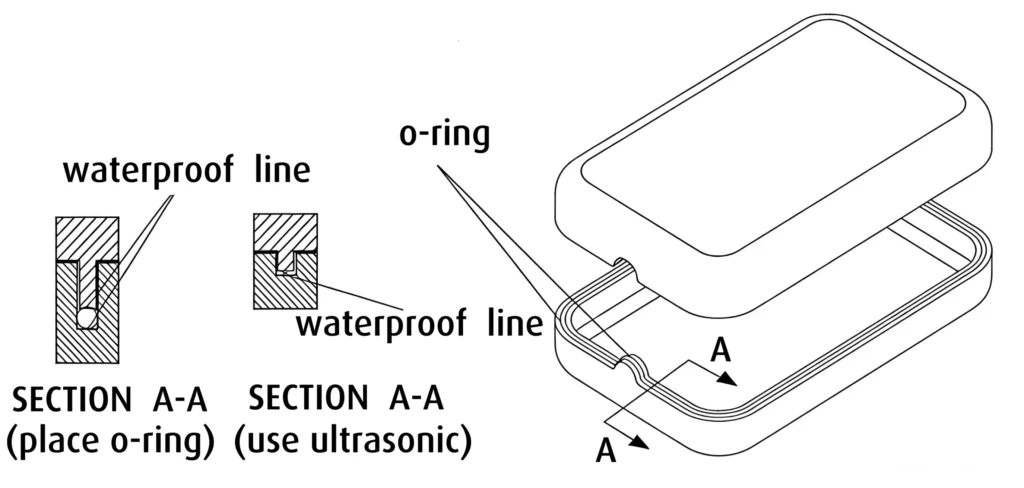
Es gibt jedoch Fälle, in denen das Ultraschallschweißen zu schlechten Ergebnissen führt und vermieden werden sollte. Abbildung 3.2 zeigt hierfür ein gutes Beispiel.
Hier liegt ein O-Ring auf einer unregelmäßigen, gekrümmten Oberfläche. Nach dem Zusammenbau des Gehäuses wird die Dichtlinie unterbrochen und dadurch ungleichmäßig – die Dichtigkeit ist nicht mehr gewährleistet.
Um eine maximale Dichtigkeit sicherzustellen, muss die Dichtfläche entlang einer einzigen, durchgehenden Linie oder Fläche verlaufen. Jede Stufe, Unterbrechung oder Diskontinuität ist zu vermeiden; komplexe Geometrien sind riskant.
Beispiel:
Betrachten wir die in Abschnitt A–A der Abbildung 3.2 dargestellte Dichtungslinie genauer. Wie zu erkennen, ist die Trennfläche zwischen der Ober- und der Unterschale gewölbt. Sollte dieses Profil unregelmäßig oder fehlerhaft sein, dringt unweigerlich Wasser ein.
Gleiches gilt für runde als auch für quadratische Gehäusekonstruktionen (siehe Abbildungen 3.3 und 3.4).
Suchen Sie einen O-Ring in Sonderausführung? Protolis fertigt Ihre Prototypen nach Wunsch mittels Vakuumguss oder Kompressionsformen.
3. Gleichmäßige Kompression der Dichtung
Auch die Positionierung der Schraubpunkte spielt eine entscheidende Rolle für eine wirksame Abdichtung.
Eine ungleichmäßige Verteilung führt zu unregelmäßigem Druck auf den O-Ring, wodurch einige Bereiche unzureichend abgedichtet werden oder die Dichtung an anderen Stellen übermäßig belastet wird.
- Unterkompression beeinträchtigt direkt die Dichtheit
- Überkompression beansprucht den O-Ring über seine Elastizitätsgrenze hinaus, was nach wiederholten Temperaturwechseln zum Verlust der Elastizität der Dichtung führen kann
Selbstschneidenden Schrauben
Ein weiterer häufig unterschätzter Ausfallmechanismus ist der Verschleiß bzw. das Versagen von Gewinden.
Eine selbstschneidende Schraube formt ihr eigenes Gewinde im Kunststoffmaterial. Wenn dieses Gewinde mit der Zeit verschleißt, verliert die Befestigung an Haltekraft, und ein gleichmäßiger Druck auf die Dichtung ist nicht mehr gewährleistet. An diesen geschwächten Stellen kommt es dann häufig zu Wassereintritt. Andererseits ist die Verwendung eines geeigneten Anzugsdrehmoments ebenfalls entscheidend für die Aufrechterhaltung der Dichtheit:
- Ein zu hohes Anzugsdrehmoment kann das Gehäuse verformen oder den O-Ring beschädigen.
- Ein zu geringes Anzugsdrehmoment kann Spalte hinterlassen, durch die Feuchtigkeit eindringen kann.
Um dies zu vermeiden, wird empfohlen, ein Drehmomentschrauber zu verwenden, der eine präzise Kontrolle des Anzugsdrehmoments ermöglicht. Durch das Aufbringen des gleichen Drehmoments auf jede Schraube wird eine gleichmäßige Montage gewährleistet und sowohl die Dichtwirkung als auch die strukturelle Integrität der Baugruppe erhalten.
Die Verstärkung der Schraubdome, deren präzise Anordnung sowie die Kontrolle des Anzugsdrehmoments sind keine Bagatelle: Diese Parameter sind ein integraler Bestandteil der Leistungsfähigkeit des Dichtungssystems (siehe Abbildung 4).
Der Einsatz von Prototyp-Spritzgussformen in den frühen Konstruktionsphasen beschleunigt den Optimierungsprozess, ermöglicht die iterative Prüfung der Schraubenplatzierung und gewährleistet eine wasserdichte, robuste Konstruktion, während gleichzeitig die Markteinführungszeit und die Kosten gesenkt werden.
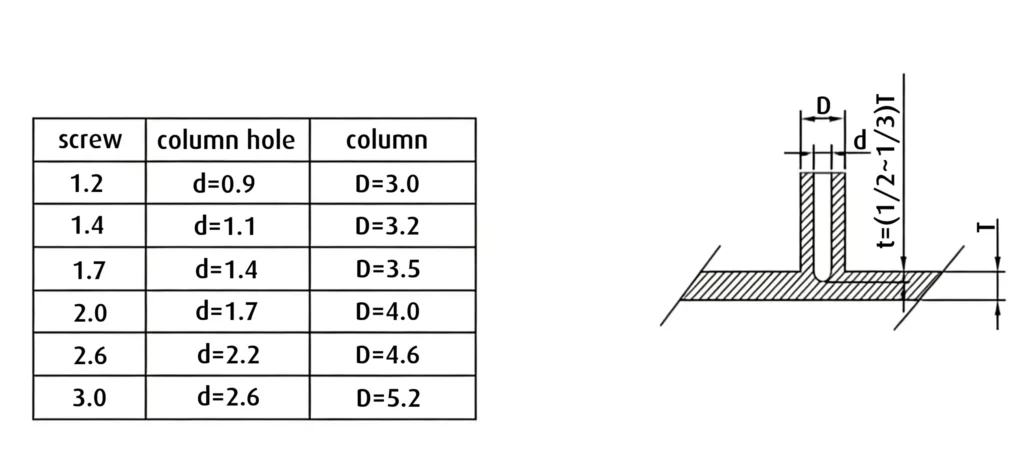
Um das Eindringen von Wasser an den Schraubverbindungen zu verhindern, bieten sich zwei zusätzliche Methoden an:
- Kleine Dichtungsringe direkt auf den Schrauben
- Nuten an den oberen und unteren Schraubdomen, um die Dichtungen zu fixieren
Diese Methoden gewährleisten eine gleichmäßige Kompression und Ausrichtung und verbessern dadurch die Wasserdichtigkeit des Gehäuses.
4. Gewährleistung der strukturellen Festigkeit
Ungeachtet der Verbesserungsmethoden der Wasserdichtigkeit ist die Steifigkeit der Konstruktion von grundlegender Bedeutung. Obwohl das Hinzufügen von Versteifungsrippen theoretisch die einfachste Methode zur Steigerung der Steifigkeit ist, schränken praktische Gegebenheiten deren Anwendung häufig ein.
Einschränkungen bei der Verstärkung mittels Rippen
Die Rippen müssen mit allen im Gehäuse integrierten Komponenten wie Batterien, Leiterplatten (PCB), Displays oder Steckverbindern „koexistieren“. Der verfügbare Innenraum ist in der Regel stark eingeschränkt, was die Möglichkeiten zur Integration von Rippen begrenzt.
Wenn das Hinzufügen von Rippen nicht möglich ist, wird die Wanddicke zum entscheidenden Faktor.
Zu dünne Wände neigen dazu, sich unter mechanischer Belastung, thermischer Ausdehnung oder der durch Schrauben ausgeübten Vorspannung zu verformen.
Ein Gehäuse, das in CAD-Simulationen robust erscheint, unter realen Bedingungen jedoch nicht ausreichend steif ist, wird zwangsläufig an Wasserdichtigkeit einbüßen. Letztendlich beeinträchtigt jede Biegebelastung die Dichtwirkung, und keine noch so optimale Dichtung kann eine mangelnde Steifigkeit kompensieren.
Materialauswahl
Auch die Wahl des richtigen Werkstoffs ist entscheidend, um sowohl die strukturelle Festigkeit als auch die langfristige Wasserdichtigkeit zu gewährleisten
Das Material muss nicht nur die mechanischen Anforderungen erfüllen, sondern auch Umweltbelastungen standhalten, insbesondere Temperaturschwankungen, chemischen Einflüssen, UV-Strahlung (beim Einsatz im Außenbereich) sowie physikalischen Beanspruchungen.
Protolis unterstützt Sie bei der Materialauswahl
Die Zusammenarbeit mit einem Partner, der über umfassende Expertise in einer breiten Palette von Werkstoffen verfügt, erleichtert die Optimierung der Konstruktion sowohl in funktionaler Hinsicht als auch im Hinblick auf die Langlebigkeit.
Protolis unterstützt Sie bei der Werkstoffauswahl, um das richtige Gleichgewicht zwischen Steifigkeit, Gewicht und Fertigbarkeit zu finden. Wir beraten Sie gerne bei der Auswahl fortschrittlicher, auf Ihre Anwendung zugeschnittener Lösungen. Diese Zusammenarbeit ist entscheidend für die Entwicklung einer robusten, zuverlässigen und dichten Konstruktion. Die Liste unserer für den Kunststoffspritzguss verfügbaren Materialien finden Sie hier.
Abdichtung von Funktionsdurchbrüchen
1. Batteriefächer
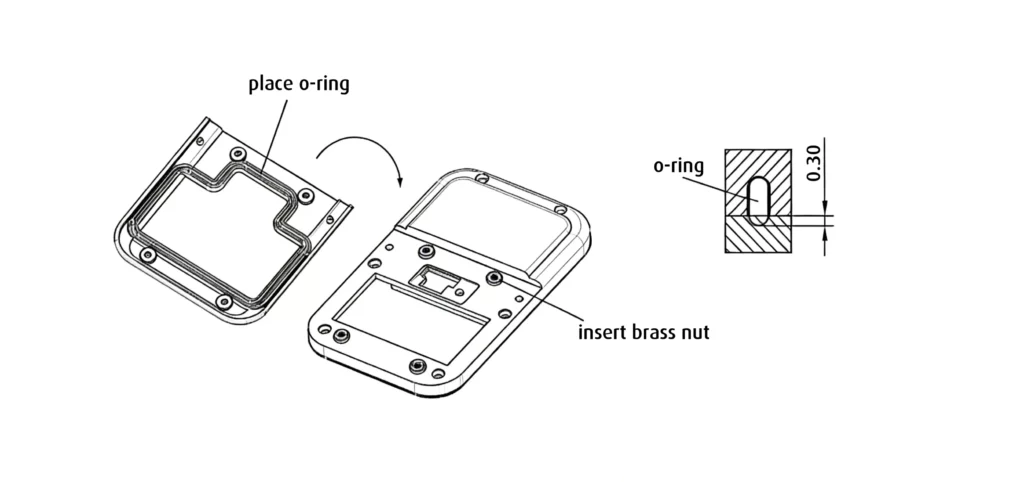
Für Standard-Batteriefächer (Trockenzellen) wird empfohlen, eine Abdichtungskonstruktion zu verwenden, die einen gleichmäßigen Anpressdruck, eine einfache Handhabung für den Endverbraucher und eine lange Lebensdauer gewährleistet (siehe Abbildung 5).
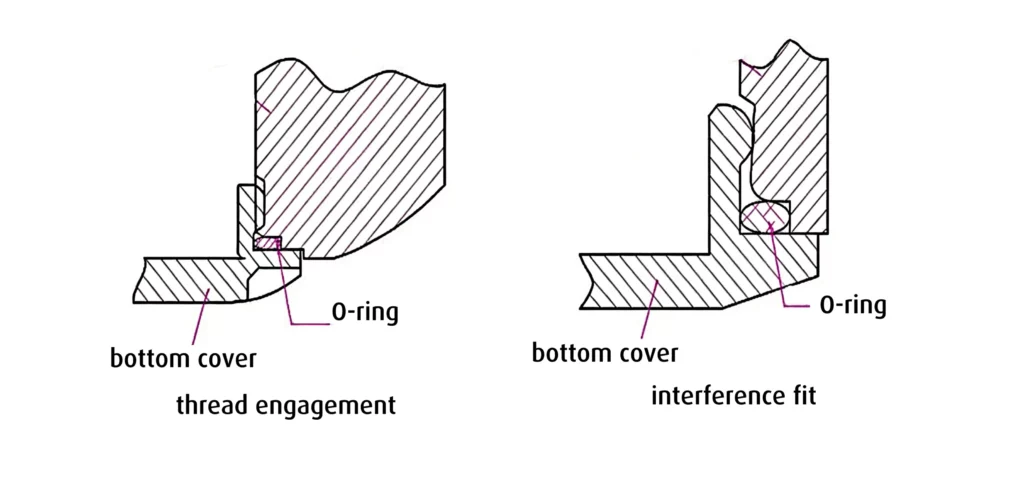
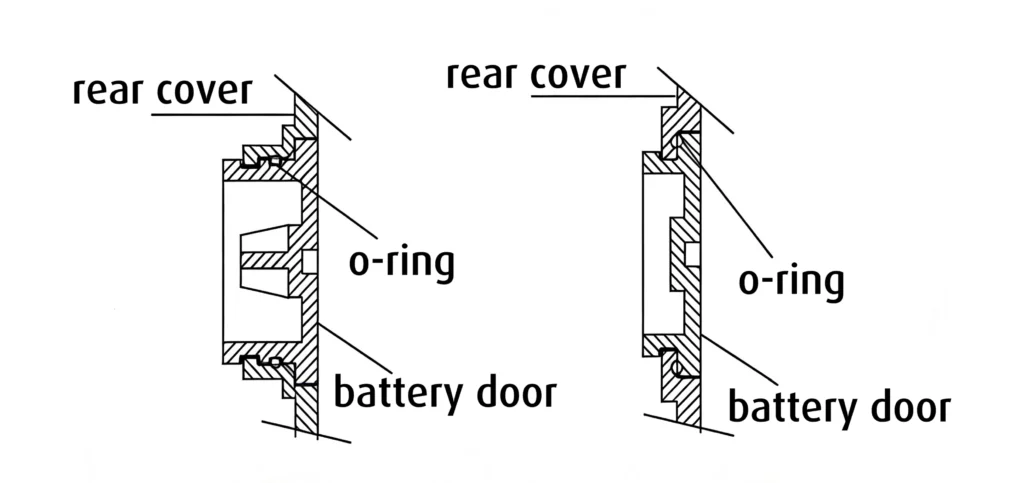
Für Anwendungen mit Knopfzellen wird häufig die in Abbildung 6 (links) dargestellte Struktur empfohlen.
Wenn Platzbeschränkungen diese Konfiguration nicht zulassen, kann alternativ die rechts dargestellte Lösung zum Einsatz kommen.
2. Tasten
Tasten stellen ebenfalls einen kritischen Punkt für die Dichtigkeit von Gehäusen dar.
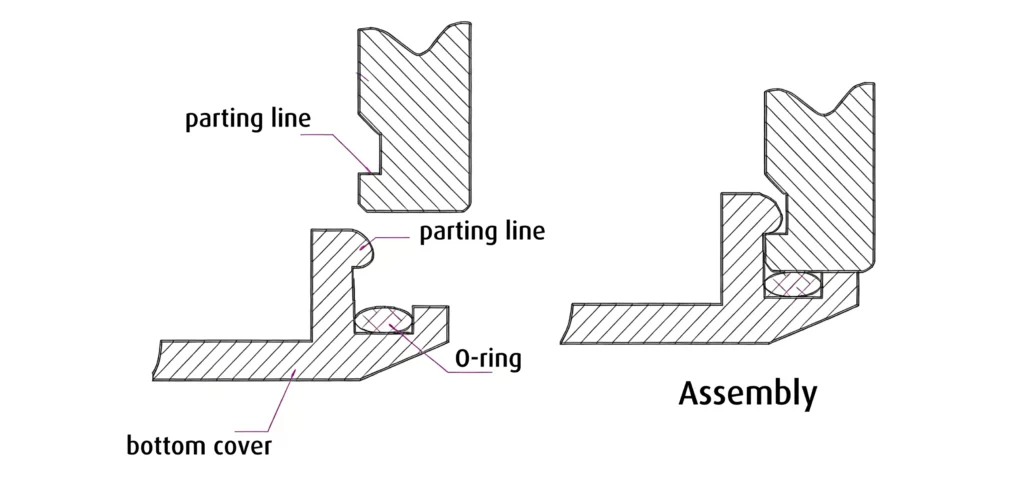
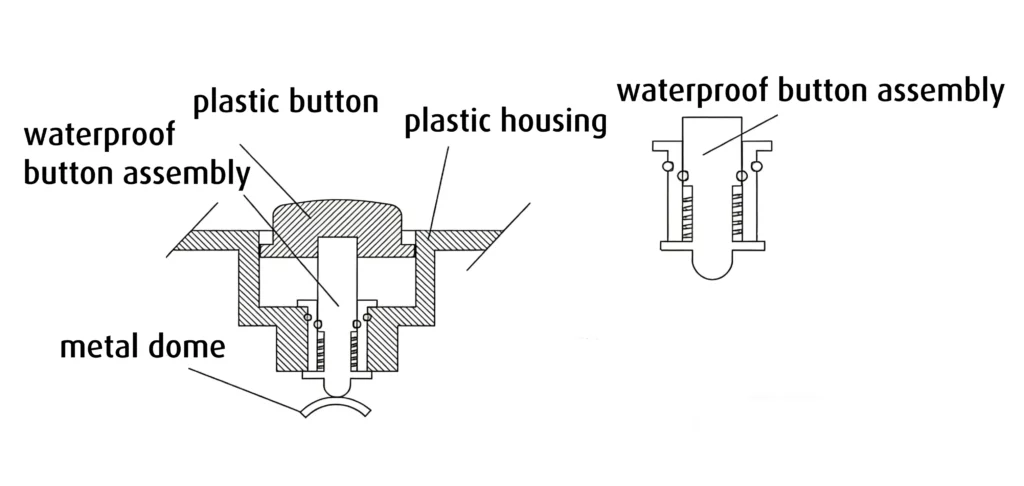
Für kompakte Anwendungen wie Wearables ist die in Abbildung 7 dargestellte Lösung zur wasserdichten Montage am weitesten verbreitet.
Diese Konfiguration ist besonders vorteilhaft bei begrenztem Innenraum und bietet zuverlässigen Schutz nach Schutzart IP46, was für die meisten Anwendungen ausreichend ist.
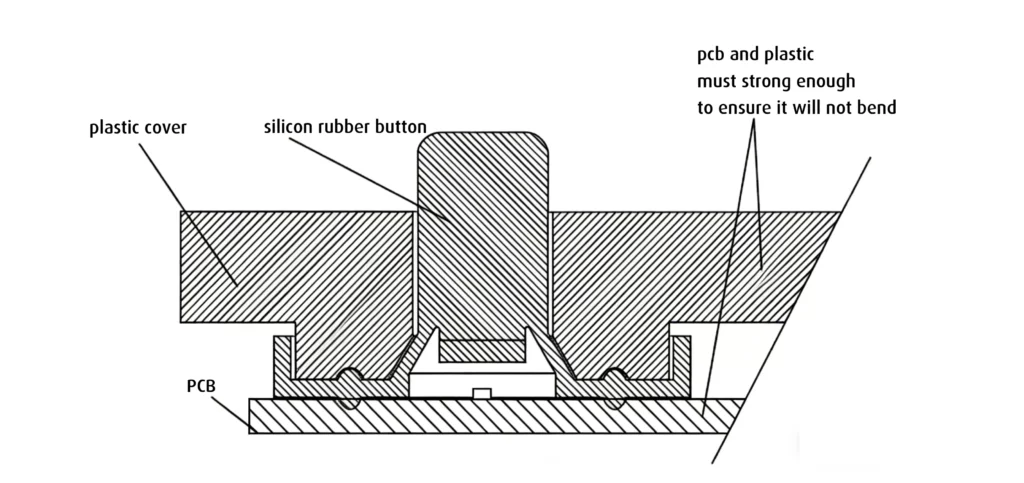
Steht mehr Platz zur Verfügung, kann die in Abbildung 8 dargestellte Konfiguration in Betracht gezogen werden. Sie basiert auf einer Silikontastatur, die auf eine Leiterplatte (PCB) montiert und am oberen Gehäuseteil befestigt wird.
Abdichtung der Tasten: zu berücksichtigende technische Parameter
Besonderes Augenmerk ist auch auf die Konstruktionsdetails zu richten, um eine dauerhafte Leistungsfähigkeit und eine perfekte Abdichtung der Tasten zu gewährleisten (siehe Tabelle):
| Verschraubung | Steifigkeit und Verformung |
| Ausrichtung der Schraubdome Auf gleichmäßigen Abstand der Schraubdome achten, um eine gleichmäßige Anpressdruck sicherzustellen. | Verformungsmanagement Beachten Sie die Verformung des Kunststoffgehäuses, der Silikontastatur und der Leiterplatte unter Belastung. Die Tastatur sollte den Großteil dieser Verformungen aufnehmen, um eine Beanspruchung der Dichtungselemente zu vermeiden. |
| Verstärkung der Schraubdome Verwenden Sie Rippen zur Verstärkung der Schraubdome, um Stabilität und Lastverteilung zu verbessern. | Wandstärke Zu dünne Kunststoffwände sollten vermieden werden, da diese die strukturelle Steifigkeit und Dichtheit beeinträchtigen können. |
| Verteilung der Schraubpunkte Eine ausreichende Anzahl an Schraubdomen einplanen, um die Leiterplatte sicher zu fixieren und Bewegungen zu verhindern. | Steifigkeit der Leiterplatte (PCB) Ein steifes Leiterplattenmaterial (z. B. FR-4) mit einer Mindestdicke von 1,6 mm nutzen, um Durchbiegungen zu minimieren. |
| Optionale Versteifung Für eine höhere Steifigkeit kann die Integration einer Stahlplatte zwischen PCB und Tastatur in Betracht gezogen werden, insbesondere bei Anwendungen mit hohen mechanischen Belastungen. |
3. Kabeldurchführungen
Eine gekapselte Bauweise bietet in der Regel eine robuste, modulare Lösung, um die Wasserdichtigkeit von Anschlusskabeln zu gewährleisten, bevor diese mit der Leiterplatte verbunden werden.
Bei diesem Ansatz werden zunächst abgedichtete Subbaugruppen realisiert, die anschließend in ein Außengehäuse integriert werden. Diese in Abbildung 9 dargestellte Methode gewährleistet die Wasserdichtigkeit und vereinfacht zugleich den Montageprozess.
Gestaltung wasserdichter Kabeldurchführungen mittels Unterbaugruppen
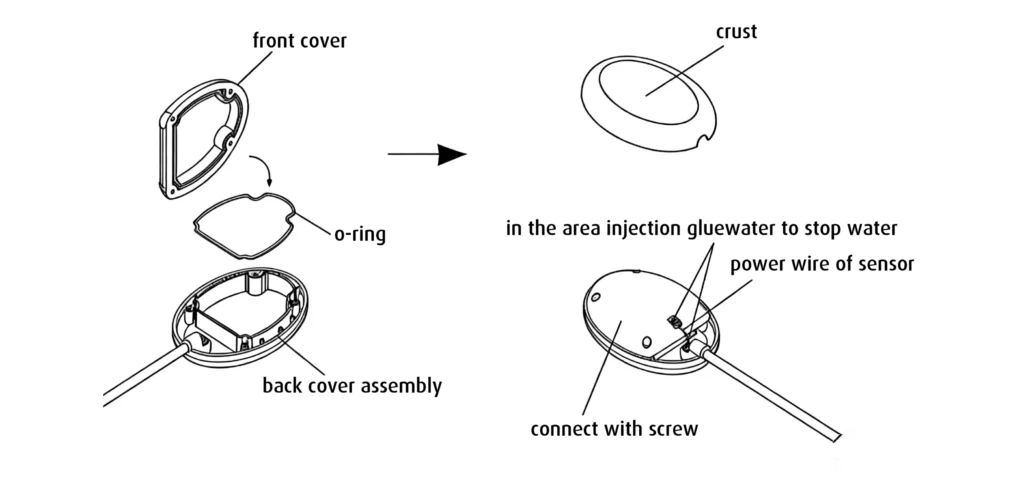
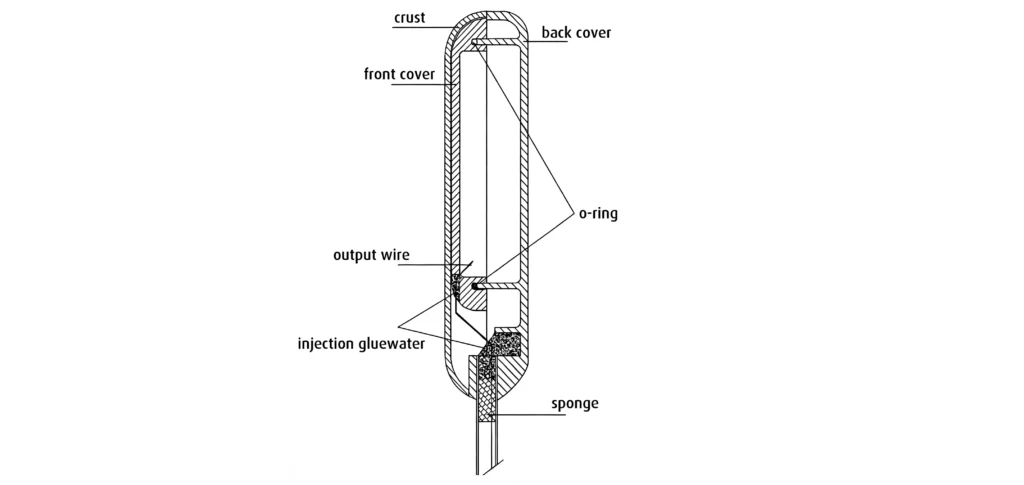
Hier sind die Konstruktionsschritte für eine Gehäusestruktur, um die Dichtigkeit im Bereich der Kabeldurchführung zu gewährleisten (siehe Abbildung 10):
- Schritt 1 – Vorbereitung der Unterbaugruppe: Rückwand, Schaumstoffdichtung und Klebstoff werden zu einer halbfertigen, versiegelten Einheit zusammengefügt.
- Schritt 2 – Abdichtung mit einem O-Ring: Die Frontblende wird mithilfe eines O-Rings mit der Rückwand verbunden, um einen dichten Abschluss zwischen den Gehäuseelementen zu gewährleisten.
- Schritt 3 – Kabeldurchführung: Die Leitungen werden durch Durchbrüche an der Vorderseite geführt, wodurch ein Anschluss im Inneren ermöglicht wird, ohne die Integrität des Gehäuses zu beeinträchtigen.
- Schritt 4 – Abdichtung der Durchführungen: Mit Klebstoff werden die Durchführungen versiegelt, um das Eindringen von Wasser in die Kabeldurchführungen zu verhindern.
- Schritt 5 – Endmontage: Die Außenschale wird mit Schnappverschlüssen fest an der vormontierten Baugruppe befestigt, wodurch ein dichtes, robustes Gehäuse entsteht.
Anwendungsbeispiele:
Diese Gehäusekonstruktion findet breite Anwendung in Bereichen wie Tauchlampen und Aquarienbeleuchtung, wo eine perfekte Wasserdichtigkeit unerlässlich ist. Obwohl dieses Verfahren sehr effektiv ist, sind auch andere Techniken möglich, darunter das Zweikomponenten-Spritzgießen und die Silikon-Interferenzkompression (radiale Kompression der Silikondichtung durch die Interferenz zwischen Kabel, Dichtung und Gehäuse). Die Wahl der Technik hängt von den Anforderungen Ihres Lastenhefts ab.
Auch hier ist die Werkstoffauswahl ein entscheidender Faktor, insbesondere, wenn Ihr Produkt Temperaturschwankungen standhalten und Temperaturwechselprüfungen durchlaufen muss.
Nehmen wir das in Abbildung 10 dargestellte Konstruktionsbeispiel:
Für die Frontblende und die Rückwand wird Polycarbonat (PC) empfohlen, während die Außenabdeckung entweder aus PC oder aus flammhemmendem ABS gefertigt werden kann.
PC weist eine Wärmebeständigkeit von 130–140 °C, eine Langzeit-Wärmebeständigkeit von etwa 120 °C sowie einen Schmelzpunkt zwischen 130 und 160 °C auf.
Da die meisten Endprodukttests im Bereich von 80 bis 90 °C durchgeführt werden, bietet PC eine komfortable Sicherheitsmarge, ohne auf exotische und teure Materialien zurückgreifen zu müssen.
Fazit
Die in diesem Artikel vorgestellten Szenarien erheben keinen Anspruch auf Vollständigkeit, da der Bereich der konstruktiven Abdichtung komplex ist. Letztendlich ist jedes Projekt anders und hat seine eigenen Anforderungen an die Dichtigkeit (IP-Schutzklasse), die Beständigkeit gegen Umwelteinflüsse sowie spezifische Einschränkungen hinsichtlich der Kosten und des Fertigungsverfahrens. Es gibt daher keine universelle „ideale“ Dichtungslösung. Jedes Design ist maßgeschneidert und erfüllt einen konkreten Bedarf: Ihren!
Hier macht Protolis den Unterschied: Wir gehen auf Ihre Anforderungen ein und betrachten diese sowohl aus technischer als auch aus funktionaler Perspektive. Wir unterstützen Sie beim Rapid Prototyping wasserdichter Konstruktionen anhand realer Komponenten. Unser Ziel ist es, Ihnen eine praktische, skalierbare Lösung zu bieten, mit der Sie Ihre Kosten schnell senken können. Benötigen Sie Unterstützung bei der Entwicklung wasserdichter Konstruktionen? Möchten Sie eine zweite Meinung zu einem bestehenden Design einholen?
Zögern Sie nicht, uns zu kontaktieren. Unser Team hilft Ihnen gerne dabei, die richtigen Entscheidungen zu treffen!