L’étanchéité des appareils électroniques grand public, des instruments de mesure, des dispositifs médicaux et des boîtiers, implique une protection efficace contre l’eau, mais aussi contre les poussières, le sable ou encore la résistance à une immersion plus ou moins prolongée.
Par ailleurs, cette étanchéité n’est pas un simple “plus” de conception. Dans le cas d’un boîtier destiné à fonctionner en extérieur ou dans des environnements humides ou sales, une bonne étanchéité garantit la durabilité et les performances de l’appareil, alors qu’une mauvaise étanchéité provoquera des dysfonctionnements et réduira la durée de vie.
Selon les secteurs concernés, de nombreuses normes existent pour classifier et évaluer le degré de protection offert par les enveloppes mécaniques et les boîtiers électriques contre la pénétration de l’eau, de la poussière, des objets solides et contre les chocs. La plus connue est la norme IEC 60529, avec son système de classification IP que l’on retrouve sur l’étiquette de presque tous les appareils grands publics.
Les méthodes de prototypage rapide sont particulièrement adaptées pour tester l’étanchéité de vos conceptions dès les premières phases du développement. Cela garantit que le produit répond à toutes les exigences du cahier des charges, avant de passer à la production en grande série.
Dans ce guide de conception, nous vous présenterons brièvement la norme IEC 60529, avant d’examiner plus en détail certains concepts de conception clés.
Indice de protection contre l’eau (code IP)
La norme internationale IEC 60529 (anciennement IEC 529) établit un système permettant de classer le niveau de protection offert par les boîtiers électriques et mécaniques. Cette norme mondialement reconnue permet d’évaluer la protection apportée par ces boîtiers contre les corps solides et l’eau, via un code de protection IP (Ingress Protection) à deux chiffres.
- Premier chiffre (0–6) : niveau de protection contre les corps solides (par exemple, 5 = protégé contre la poussière)
- Deuxième chiffre (0–9) : niveau de protection contre les liquides (par exemple, 7 = protégé contre une immersion temporaire dans l’eau)
Exemples :
IP54 désigne un boîtier protégé contre la poussière et les éclaboussures d’eau.
IP67 signifie que le boîtier est totalement étanche à la poussière et peut résister à une immersion temporaire dans l’eau.
Cette normalisation des niveaux de protection apporte une information claire aux fabricants et utilisateurs, facilite la comparaison entre les produits mis sur les marchés internationaux et aide à choisir les boîtiers adaptés à chaque environnement d’utilisation.
Le détail des indices est présenté dans les tableaux 1 et 2.
| Indice | Niveau de protection contre les corps solides |
| 0 | Aucune protection |
| 1 | Protégé contre les gros corps solides (> 50 mm) |
| 2 | Protégé contre les corps solides de taille moyenne (> 12,5 mm) |
| 3 | Protégé contre les petits corps solides (> 2,5 mm) |
| 4 | Protégé contre les corps solides très petits (> 1 mm) |
| 5 | Pénétration limitée de la poussière (protégé contre la poussière) |
| 6 | Protection totale contre la pénétration de la poussière (étanche à la poussière) |
| Indice | Niveau de protection contre l’eau |
| 0 | Aucune protection |
| 1 | Protégé contre les chutes verticales de gouttes d’eau |
| 2 | Protégé contre les gouttes d’eau lorsque l’appareil est incliné jusqu’à 15° |
| 3 | Protégé contre les projections d’eau lorsque l’appareil est incliné jusqu’à 60° |
| 4 | Protégé contre les éclaboussures d’eau provenant de toutes les directions |
| 5 | Protégé contre les jets d’eau à basse pression provenant de toutes les directions |
| 6 | Protégé contre les jets d’eau à haute pression et les paquets de mer |
| 7 | Protégé contre une immersion temporaire (typiquement : 1 m / 30 min) |
| 8 | Protégé contre une immersion prolongée sous une pression spécifiée |
| 9K | Protégé contre les jets d’eau à très haute pression et à haute température (nettoyage haute pression à courte distance) |
Cas particulier : lorsqu’un chiffre est remplacé par un « x »
Cela signifie que le niveau de protection n’est pas spécifié (le plus souvent pour la poussière). Un indice IPx4 indique, par exemple, que le boîtier est protégé contre les projections d’eau provenant de toutes les directions, sans toutefois spécifier de protection contre les corps solides.
Essais de conformité
Outre le code de protection contre les pénétrations (IP), la norme définit également des méthodes d’essai normalisées, comme illustré dans le tableau 3 pour les exigences relatives aux essais d’étanchéité à l’eau.
En outre, de nombreuses normes propres à certains secteurs industriels ont été harmonisées au fil des années afin d’intégrer les exigences de l’IEC 60529 pour leurs produits et d’établir des niveaux de protection spécifiques à chaque industrie.
Exemple :
c’est le cas des normes de la série IEC 60601, dédiées à la sécurité et à la performance des dispositifs électro-médicaux.
| Indice | Type d’exposition | Équipement | Distance / configuration | Débit / condition | Durée |
| 0 | — | — | — | — | — |
| 1 | Gouttes verticales | Dispositif de goutte-à-goutte | ≤ 200 mm | 10,5 mm/min | 10 min |
| 2 | Gouttes inclinées (15°) | Dispositif de goutte-à-goutte | ≤ 200 mm | 30,5 mm/min | 10 min |
| 3 | Pulvérisation / pluie | Tube ou buse | 200 mm ; 300–500 mm | 0,07 l/min par orifice ; 10 l/min | ≥ 5–10 min |
| 4 | Éclaboussures | Tube ou buse | 200 mm ; 300–500 mm | Arc de pulvérisation plus large | ≥ 5–10 min |
| 5 | Jet d’eau | Buse de 6,3 mm | 2,5–3 m | 12,5 l/min | ≥ 3 min |
| 6 | Jet puissant | Buse de 12,5 mm | 2,5–3 m | 100 l/min | ≥ 3 min |
| 7 | Immersion | Cuve | ≥ 1 m de profondeur | Immersion statique | 30 min |
| 8 | Immersion continue | Cuve | ≥ 1 m de profondeur¹ | Immersion continue¹ | ¹ |
| 9K | Jet haute pression / vapeur | Buse | 100–150 mm | 14–16 l/min ; 80–100 bar ; 80 °C | 30 s par angle ; total 2 min |
Tableau 3 – Exigences des essais d’étanchéité à l’eau selon IEC 60529
Concevoir un boîtier étanche: concepts clés et pièges à éviter
L’étanchéité d’un appareil dépend de plusieurs zones critiques. Pour que cette étanchéité soit fiable et durable, il faut porter une attention particulière aux éléments suivants :
- Jonctions du boîtier : interfaces entre les parties supérieure et inférieure du boîtier
- Boutons : un défi récurrent dans la conception étanche
- Compartiments de batterie : trappes et couvercles de batterie
- Autres ouvertures fonctionnelles : passages de capteurs et de câbles
Pour concevoir des boîtiers étanches en relevant ces défis, les concepteurs s’appuient généralement sur un ensemble de techniques éprouvées : mastics d’étanchéité, soudage par ultrasons, injection bi-matière (two-shot molding), surmoulage (insert molding), joints toriques, etc.
Les défaillances des conceptions étanches sont généralement prévisible, car elles sont, le plus souvent, liées aux problématiques suivantes :
- Déformation : déformation ou gauchissement des pièces plastiques
- Mauvais alignement : surfaces d’étanchéité désalignées ou irrégulières
- Compression du joint : trop faible ou trop élevée
- Faiblesses structurelles : rigidité insuffisante du boîtier qui provoque l’ouverture des joints
- Pression inégale : vis mal réparties, provoquant une sur- ou une sous-compression localisée
- Défaillance des filetages : filetages auto-taraudeurs arrachés, créant un serrage non uniforme et des points faibles
Il est donc conseillé d’étudier ces points avec attention afin d’éviter tout problème d’étanchéité sur vos conceptions !
Protolis, votre partenaire pour la fabrication de prototypes et la production en petites séries
Les techniques de prototypage rapide sont particulièrement utiles pour tester l’étanchéité de vos conceptions dès les premières phases du développement.
Protolis vous accompagne dans le prototypage clé en main et la production en petites séries de pièces uniques et assemblages complexes.
Nos solutions sur mesure allient rapidité et précision afin de vous livrer des prototypes industriels à l’international, avec des délais courts.
Etanchéité des boîtiers : paramètres techniques à considérer
Comme les appareils nécessitant une étanchéité maximale sont généralement fabriqués en moulage par injection, cette partie traitera essentiellement d’injection plastique. D’autres technologies de fabrication de boîtiers existent néanmoins. Vous retrouverez sur cette page des conseils généraux de conception sur la fabrication de boîtiers médicaux.
1. Maîtriser la déformation plastique et les contraintes résiduelles
Le risque de déformation plastique survient très tôt lors de la conception et peut continuer à poser des difficultés tout au long du cycle de développement.
Cette déformation peut, en théorie, être maîtrisée en :
- Améliorant la conception des points d’injection
- Optimisant les circuits de refroidissement
- Ajustant les paramètres de moulage
- Ajoutant des nervures de renfort
- Augmentant les angles de dépouille
En pratique cependant, maîtriser ces déformations peut être complexe, en raison des exigences géométriques qui imposent souvent des plans de joint courbes entre les coques avant et arrière, ainsi que des agencements internes très contraints entraînant des épaisseurs de paroi inégales.
Ces deux facteurs constituent un terrain idéal pour le gauchissement des pièces obtenues par injection.
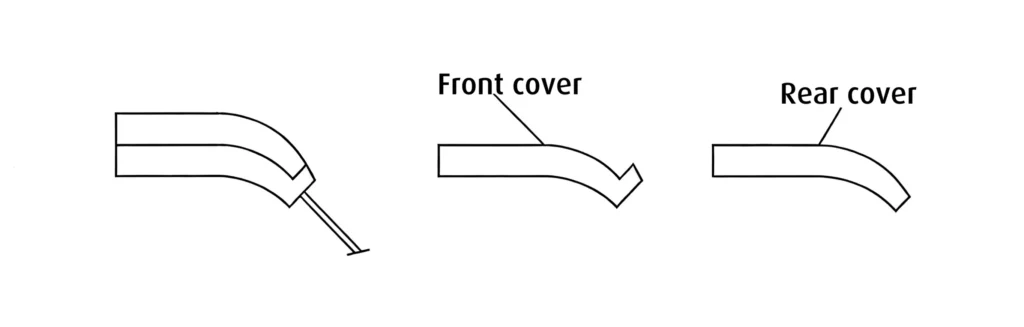
La déformation peut ainsi être liée à la présence de contraintes résiduelles issues du moulage par injection. C’est notamment le cas dans l’exemple illustré par la figure 1.
Dans un tel cas de figure, jouer sur de simples ajustements structurels (ajout de nervures, ajout d’angles de dépouille, positionnement plus judicieux des broches d’éjection…) peut malheureusement s’avérer insuffisant pour assurer l’étanchéité.
Il peut aussi être utile de maintenir la pièce en gabarit après moulage et de contrôler son refroidissement afin de libérer les contraintes internes avant que le matériau ne durcisse complètement.
Variante de conception
Il convient également de souligner qu’une bonne étanchéité n’implique pas obligatoirement une structure de boîtier composée d’une partie supérieure et d’une partie inférieure.
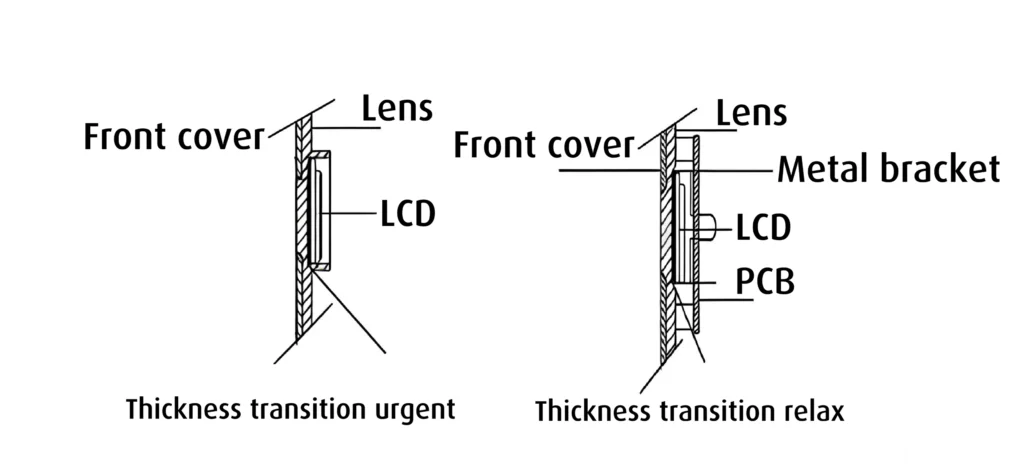
L’exemple illustré à la figure 2, présente une variante de conception. Dans le cas présent, le boîtier extérieur entoure une lentille transparente.
Si l’étanchéité à l’eau n’est pas requise, la conception présentée à gauche est acceptable malgré un léger risque de déformation.
En revanche, dès lors qu’un joint torique est nécessaire, la stabilité devient essentielle. La conception recommandée à droite utilise ainsi un capot métallique de 0,15 mm d’épaisseur pour enfermer l’écran LCD et la carte électronique, l’ensemble étant vissé directement sur la lentille. Cette approche réduit considérablement les déformations dues au moulage et apporte une très bonne étanchéité.
Testez l’étanchéité de vos boîtiers plastiques avec Protolis
Pour tester l’étanchéité, la meilleure option est de recourir au moulage par injection rapide. L’injection rapide permet d’obtenir des pièces présentant une qualité optimale, en utilisant une matière première appropriée.
Protolis peut réaliser des optimisations DFM très proches de la version série (même point d’injection, canaux de refroidissement, paramètres d’injection, etc.) ce qui assure une transition plus fluide et sans surprise, entre le prototype et le passage à l’échelle.
2. Alignement des surfaces d’étanchéité
Le soudage par ultrasons est une méthode efficace pour assurer l’étanchéité, à condition que la géométrie des pièces s’y prête.
En soudage par ultrasons, l’interface entre les pièces en contact est en effet déterminante, car elle doit permettre :
- La concentration de l’énergie vibratoire ;
- L’initiation maîtrisée de la fusion du polymère ;
- L’écoulement contrôlé de la matière fondue ;
- La formation d’un cordon de soudure homogène et reproductible.
L’étanchéité peut aussi être renforcée par des cordons de soudure doubles (figure 3.1), mais cette approche n’est fiable que si le boîtier est suffisamment rigide et si le cordon de soudure reste continu.
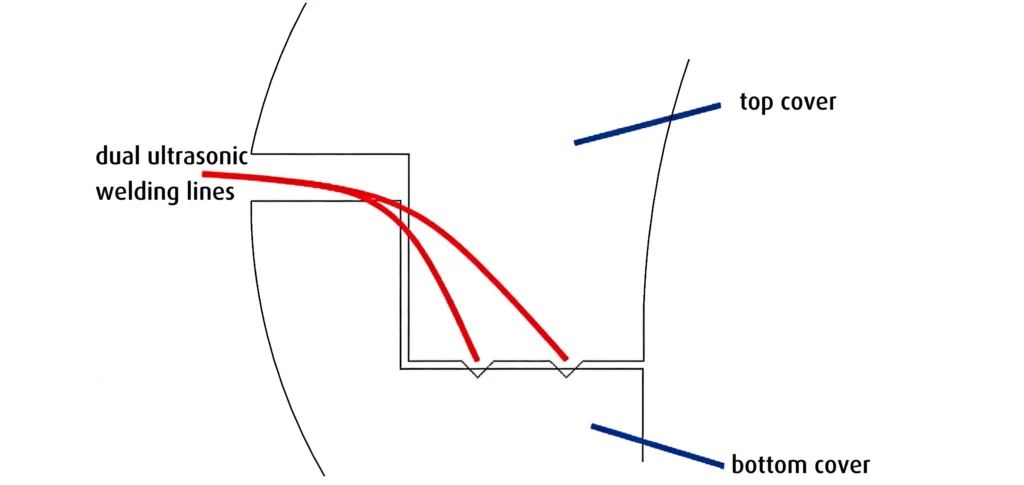
Il existe néanmoins des cas où le soudage par ultrasons apporte de mauvaises performances et doit être évité. La figure 3.2 en donne un bon exemple.
Ici, un joint torique repose sur une surface irrégulière et courbe. Une fois le boîtier assemblé, la ligne d’étanchéité devient alors discontinue et irrégulière : l’étanchéité n’est donc pas garantie.Pour garantir une étanchéité maximale, la surface d’étanchéité doit se situer sur une ligne ou une surface unique et continue.
Toute marche, rupture, discontinuité est à proscrire et les géométries complexes sont risquées !
Exemple :
Regardons de plus près la ligne d’étanchéité illustrée dans la section A–A de la figure 3.2. On observe que l’interface entre les coques supérieure et inférieure est courbe. L’eau finira inévitablement par pénétrer si cette ligne est irrégulière ou interrompue.
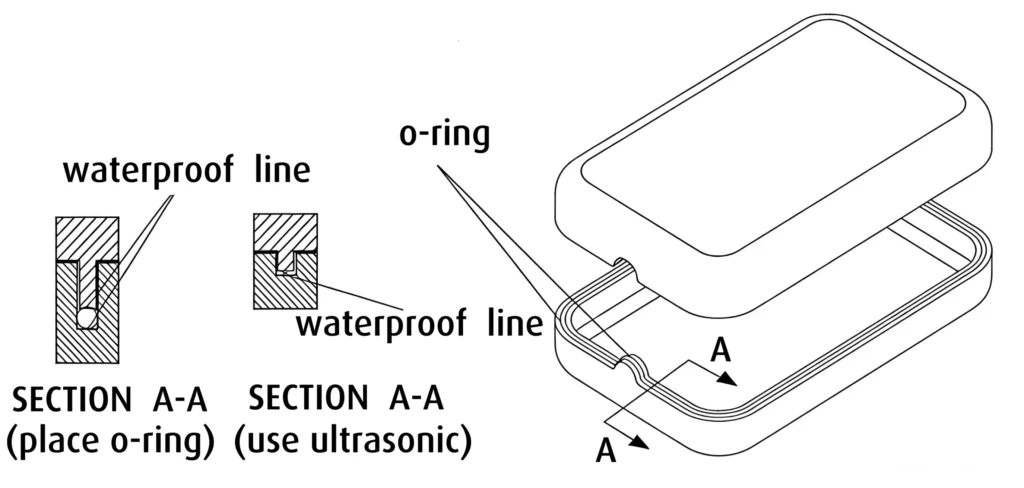
En outre, ce principe s’applique aussi bien aux conceptions de boîtiers circulaires que carrées (voir figures 3.3 et 3.4).
Vous recherchez un joint torique de forme non standard ?
Protolis peut en réaliser le prototype en coulée sous vide ou en moulage par compression.
3. Compression uniforme de l’étanchéité
Le positionnement des vis joue également un rôle déterminant dans l’obtention de performances d’étanchéité.
En effet, une répartition irrégulière des vis entraîne une compression inégale du joint torique, ce qui crée des zones à l’étanchéité insuffisante ou, au contraire, des contraintes excessives sur le joint :
- Une sous-compression compromet directement l’intégrité de l’étanchéité
- Une surcompression risque de pousser le joint torique au-delà de sa limite élastique. Après des cycles thermiques répétés, un joint excessivement sollicité peut alors perdre son élasticité.
Le cas des vis autotaraudeuses
Un autre mode de défaillance souvent négligé est la dégradation des filetages.
Une vis auto-taraudeuse crée son propre filet dans la matière plastique. Si ce filet vient à s’arracher, au fil du temps, la résistance locale de l’assemblage diminue alors, rendant impossible une compression uniforme du joint. Les infiltrations d’eau se produisent ainsi fréquemment à l’endroit de ces zones fragilisées.
Utiliser un couple de serrage approprié est également essentiel au maintien de l’intégrité de l’étanchéité :
- Un serrage excessif peut déformer le boîtier ou écraser le joint torique :
- Un serrage insuffisant peut laisser des interstices propices à la pénétration de l’humidité.
Pour éviter cela, il est donc recommandé d’utiliser un outil de vissage permettant de contrôler le couple de serrage. Le fait de serrer chaque vis avec un couple identique permet ainsi un assemblage homogène, préservant à la fois l’efficacité du joint et l’intégrité structurelle de l’assemblage.
Le renforcement des colonnettes de vis, leur espacement précis et le contrôle du couple de serrage ne sont pas des considérations secondaires : ces paramètres font partie intégrante de l’efficacité du système d’étanchéité (voir figure 4).
Le recours à des outillages d’injection prototype dès les premières phases de conception accélère le processus d’optimisation, permet des essais itératifs des implantations de vis et garantit une conception étanche et robuste, tout en réduisant les délais de mise sur le marché et les coûts.
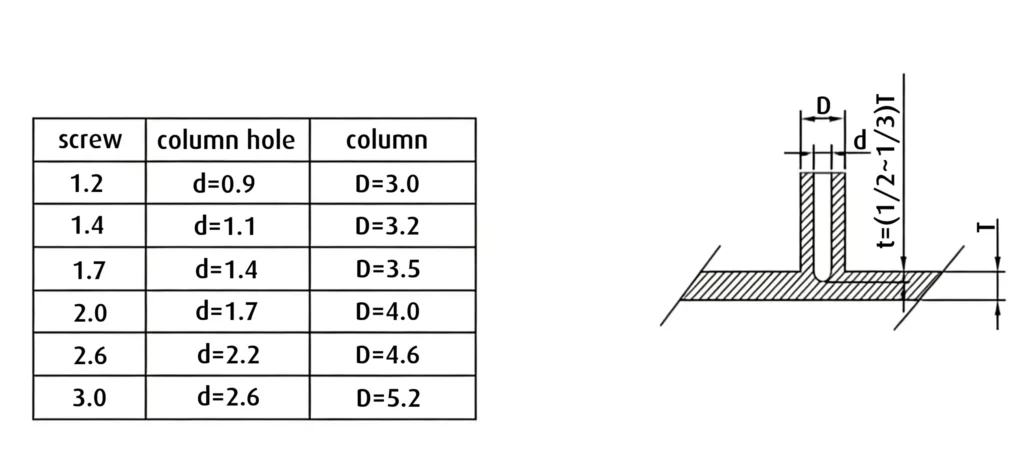
Pour prévenir davantage les infiltrations d’eau au niveau des interfaces avec les vis, on peut utiliser deux méthodes :
- Monter un petit joint d’étanchéité directement sur la vis.
- Concevoir des gorges correspondant aux colonnettes de vis supérieure et inférieure afin de maintenir solidement le joint d’étanchéité.
Ces approches garantissent une compression et un alignement constants, renforçant ainsi l’intégrité étanche du boîtier.
4. Garantir la résistance structurelle
La rigidité de l’assemblage est fondamentale, quelles que soient les méthodes utilisées pour renforcer l’étanchéité. Bien que l’ajout de nervures de renfort soit, en théorie, la méthode la plus simple pour augmenter la rigidité, des contraintes pratiques en limitent souvent l’application.
Ajout de nervures : les limites
Les nervures doivent “cohabiter” avec l’ensemble des composants contenus dans le boîtier : batteries, cartes électroniques (PCB), écrans, connecteurs, etc. L’espace interne est donc généralement très contraint, ce qui limite les possibilités d’ajout de nervures.
Lorsqu’il n’est pas possible d’en ajouter, l’épaisseur des parois devient alors un facteur déterminant.
Des parois trop fines sont en effet sujettes à la flexion, sous l’effet des charges mécaniques, de la dilatation thermique ou de la précharge exercée par les vis.
Un boîtier qui semble robuste dans les simulations CAO, mais qui manque de rigidité en conditions réelles aura donc inévitablement des difficultés à maintenir ses performances d’étanchéité.
En définitive, toute contrainte en flexion risque de rompre l’étanchéité et aucune optimisation de joint ne peut compenser une rigidité insuffisante.
L’importance du matériau
Le choix approprié du matériau est tout aussi essentiel pour garantir à la fois la rigidité et les performances d’étanchéité à long terme.
Ce matériau doit non seulement satisfaire aux exigences mécaniques, mais également résister aux contraintes environnementales, notamment les variations de température, l’exposition aux produits chimiques, aux UV (boîtier destiné à l’extérieur), et aux agressions d’origine physique.
Protolis vous accompagne dans la sélection des matériaux
Travailler avec un partenaire disposant d’une expertise sur un large éventail de matériaux permet d’optimiser la conception, aussi bien sur le plan fonctionnel que sur le plan de la durabilité.
Protolis peut vous accompagner dans la sélection de matériaux offrant le juste équilibre entre rigidité, poids et aptitude à la fabrication, et vous apporter des conseils sur le choix de solutions avancées, adaptées à votre application.
Cette collaboration est essentielle pour développer une conception robuste, fiable et étanche. La liste des matériaux disponibles pour le moulage par injection plastique est accessible ici.
Étanchéité des ouvertures
1. Trappes de batterie
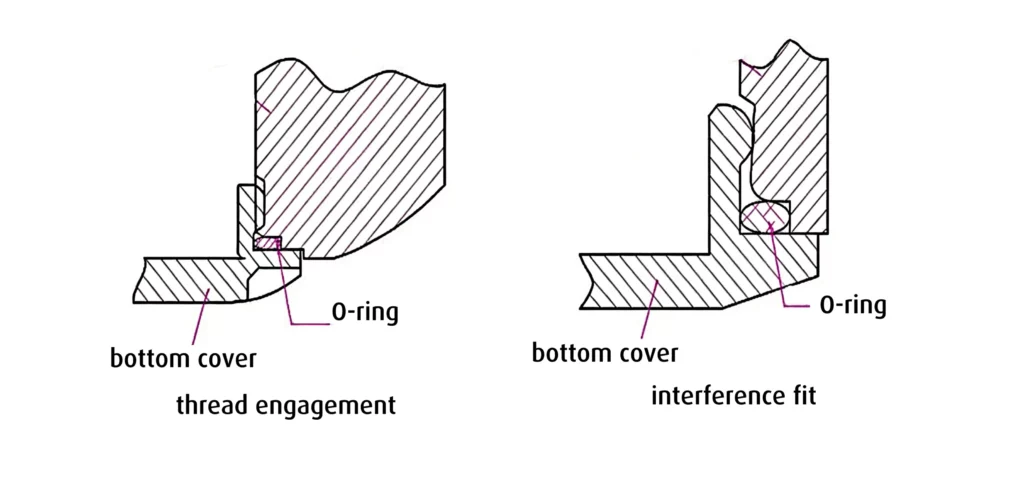
Pour les compartiments de batteries standards (piles sèches), il est recommandé de mettre en œuvre une structure d’étanchéité qui assure une compression constante, une utilisation simple pour l’utilisateur final et une longue durée de vie (voir figure 5).
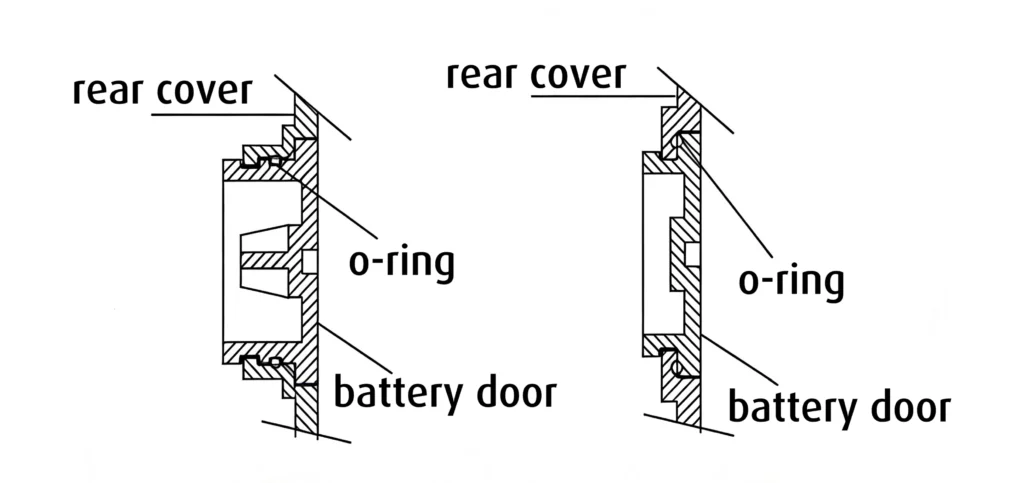
Pour les applications utilisant des piles bouton, c’est la configuration structurelle illustrée par la figure 6 (à gauche) qui est généralement recommandée.
Si les contraintes d’encombrement ne permettent pas cette configuration, on pourra alors se tourner vers la solution de droite.
2. Boutons
Les boutons sont également un point critique de l’étanchéité des boîtiers.
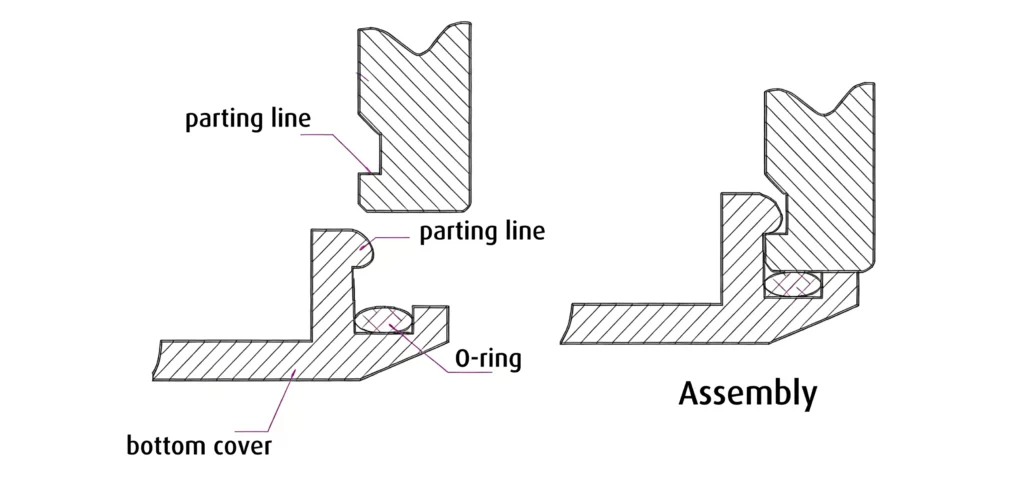
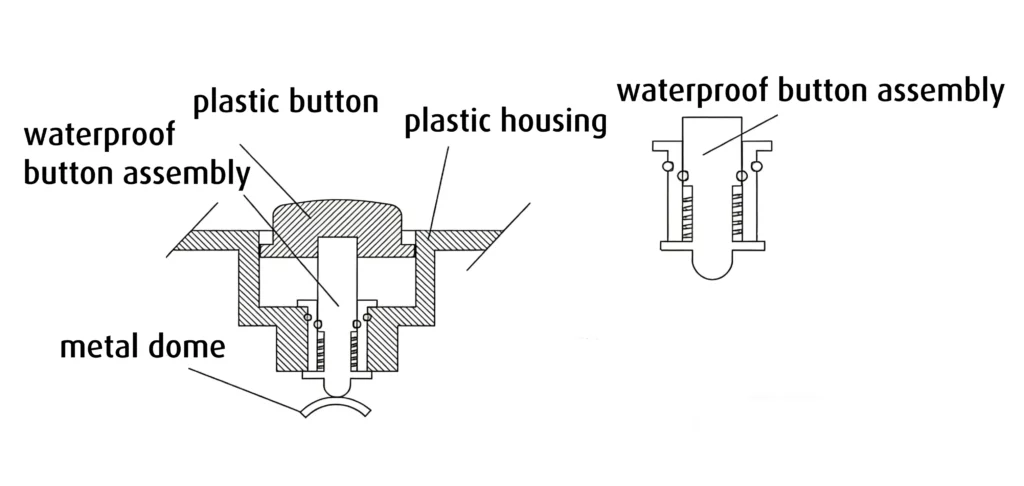
Pour les applications compactes, telles que les objets connectés portables, la solution d’assemblage étanche la plus répandue est celle illustrée par la figure 7.
Cette configuration particulièrement avantageuse lorsque l’espace interne est limité, offre une protection fiable qui permet d’atteindre un indice de protection IP46, suffisant pour la majorité des usages courants.
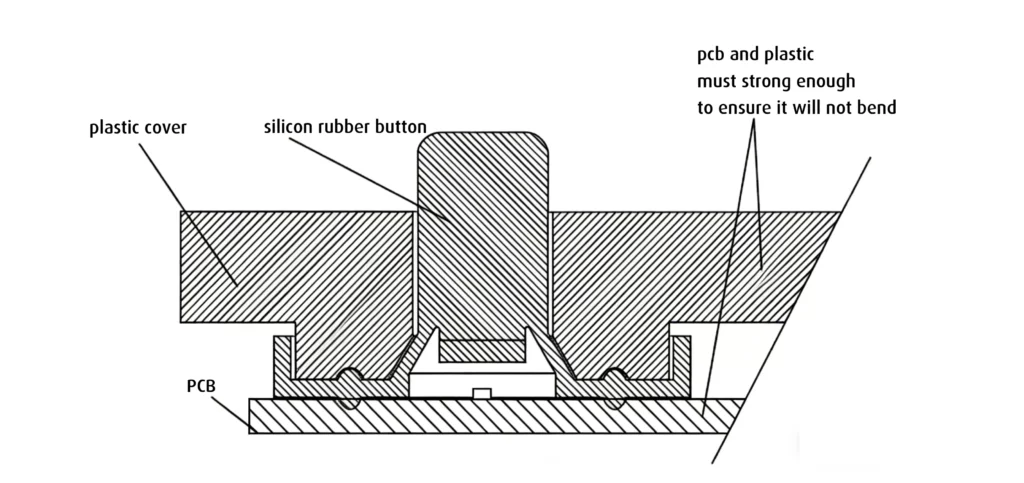
Lorsque davantage d’espace est disponible, la configuration illustrée par la figure 8 peut alors être envisagée. Cette solution repose sur l’utilisation d’un clavier de boutons en silicone, vissé sur une carte électronique (PCB) et fixé au boîtier supérieur.
Etanchéité des boutons : les paramètres techniques à considérer
Une attention particulière devra également être apportée aux détails de conception afin de garantir des performances durables et une étanchéité parfaite au niveau des boutons (voir tableau) :
| Serrage | Rigidité et déformations |
| Alignement des colonnettes de visAssurer un espacement régulier des colonnettes afin de maintenir une pression de serrage uniforme. | Gestion des déformationsPrendre en compte les déformations sous charge du boîtier plastique, du clavier en silicone et du PCB. Le clavier de boutons doit absorber la majeure partie de ces déformations afin d’éviter toute contrainte sur les joints d’étanchéité. |
| Renforcement des colonnettes de visUtiliser des nervures pour renforcer les colonnettes, améliorant ainsi la stabilité et la répartition des charges. | Épaisseur des paroisÉviter des parois plastiques trop fines, susceptibles de compromettre la rigidité structurelle et l’étanchéité. |
| Répartition du serragePrévoir un nombre suffisant de colonnettes de vis pour maintenir le PCB fermement et empêcher tout déplacement. | Rigidité du PCBUtiliser un matériau de PCB rigide (par exemple FR-4) avec une épaisseur minimale de 1,6 mm afin de limiter la flexion. |
| Rigidification optionnellePour une rigidité accrue, envisager l’intégration d’une plaque en acier entre le PCB et le clavier de boutons, en particulier pour les applications soumises à de fortes contraintes. |
3. Sorties de câbles
Une structure de type boîtier constitue généralement une solution robuste et modulaire pour assurer l’étanchéité des câbles de liaison avant connexion au PCB.
Cette approche consiste à fabriquer, au préalable, des sous-ensembles étanches, qui sont ensuite enfermés dans un capot extérieur. Cette méthode, illustrée à la figure 9, garantit l’étanchéité tout en simplifiant le processus d’assemblage.
Comment concevoir l’étanchéité au niveau des câbles avec des sous-ensembles ?
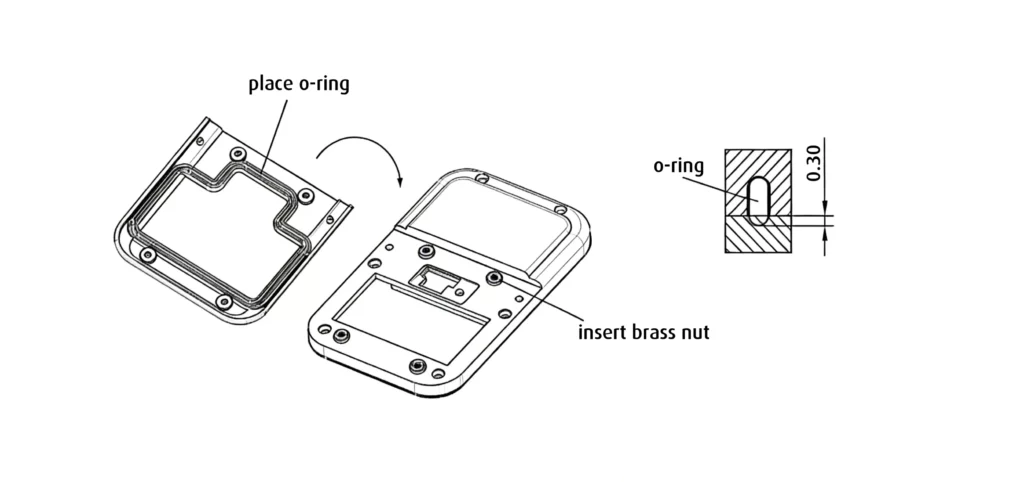
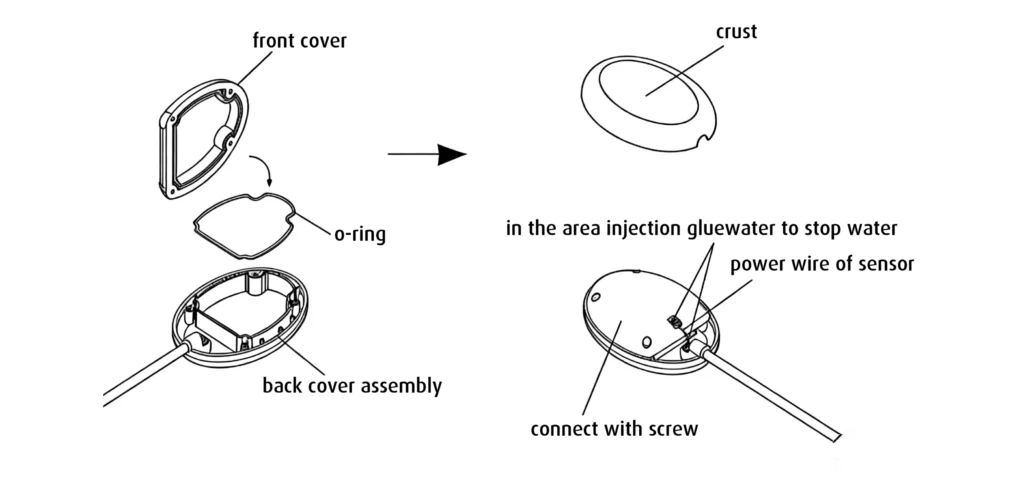
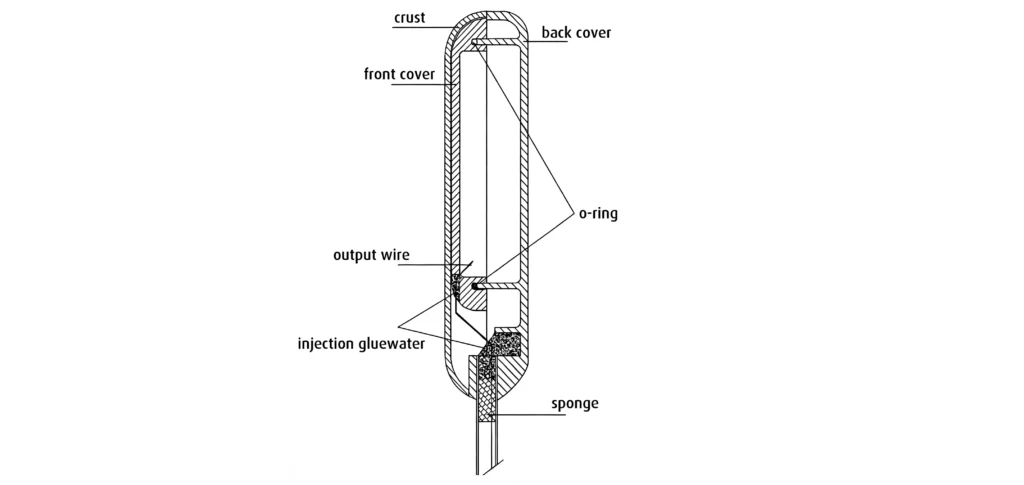
Voici les étapes de conception d’une structure de type boîtier assurant l’étanchéité au niveau des câbles (voir figure 10) :
- Étape 1 – Préparation du sous-ensemble : l’assemblage du boîtier arrière, le joint en mousse et l’adhésif sont intégrés pour former une unité étanche semi-finie.
- Étape 2 – Étanchéité par joint torique : la face avant et le boîtier arrière sont assemblés à l’aide d’un joint torique afin de créer une étanchéité entre les composants.
- Étape 3 – Intégration des câbles : les fils sont acheminés à travers des trous percés dans la face avant, permettant les connexions internes tout en préservant l’intégrité du boîtier.
- Étape 4 – Obturation des passages : un adhésif est appliqué pour sceller les trous percés, empêchant toute infiltration d’eau au niveau des entrées de câbles.
- Étape 5 – Assemblage final : le capot extérieur est fixé solidement au sous-ensemble semi-fini au moyen de clips d’encliquetage, garantissant un boîtier étanche et durable.
Exemples d’applications :
Cette structure de type boîtier est largement utilisée dans des applications telles que les lampes de plongée et les éclairages d’aquarium, où une étanchéité parfaite est essentielle.
Bien que cette méthode soit très efficace, d’autres techniques sont envisageables, notamment le moulage bi-matière (two-shot) et la compression par interférence du silicone (compression radiale du joint silicone par interférence entre câble, joint et boîtier). Le choix de l’une ou l’autre technique dépend des exigences de votre cahier des charges.
Le choix du matériau adapté est également un facteur déterminant, surtout si votre produit doit résister en température et subir des essais de cyclage thermique.
Reprenons l’exemple de conception illustré à la figure 10 :
Le polycarbonate (PC) est recommandé pour la face avant et le boîtier inférieur alors que le capot extérieur peut être réalisé en PC ou en ABS ignifugé.
En effet, le PC présente une température de fléchissement sous charge de 130 à 140 °C, une résistance thermique à long terme d’environ 120 °C et un point de fusion compris entre 130 et 160 °C.
Comme la plupart des essais sur produit fini se situent dans une plage de 80 à 90 °C, le PC offre une marge de sécurité confortable sans avoir à recourir à des matériaux exotiques et coûteux.
Conclusion
Les cas de figure présentés dans cet article ne sont pas exhaustifs, car le domaine de la conception structurelle étanche est quelque chose de complexe. En effet, chaque projet est unique et possède ses propres exigences en termes d’étanchéité (indice IP), de résistance aux sollicitations environnementales, ainsi que des contraintes spécifiques au niveau des coûts et procédés de fabrication utilisables. Il n’existe donc pas de solution d’étanchéité universelle « idéale ». Chaque conception est sur mesure et répond à un besoin précis : le vôtre !
C’est là que Protolis fait la différence : nous sommes à votre écoute afin d’analyser vos exigences, avec un regard à la fois technique et fonctionnel. Nous vous accompagnons dans le prototypage rapide de l’étanchéité, avec des pièces réelles. L’objectif est d’obtenir rapidement une solution pratique et industrialisable, tout en réduisant les coûts. Vous souhaitez être accompagné dans le développement de conceptions étanches ? Vous désirez un second avis concernant une conception existante ?
N’hésitez pas à nous contacter. Nos équipes seront ravies de vous aider à faire les bons choix !